- Offer Profile
- Hirata is one of the largest globally active companies in automation technology and has over 2,890 employees worldwide in 22 subsidiaries and 9 countries. Hirata Engineering Europe GmbH is the German subsidiary with two locations in Mainz. Here, automation solutions for various industries such as automotive, semiconductor manufacturing, plastics processing, electrical/electronic manufacturing, medical technology, etc. are developed, designed and manufactured.
Applications
-
From stand-alone robot to entire customized system –
your way to your solution
Hirata has not only offered stand alone
robots since 1978, but also conveyors, feeders and entire suitable robotized
systems.
We create optimum automatic systems for your needs providing full technical and engineering support. We are planning, designing and building the system. Finally our automation experts are ready to install the system and to teach your operators.
Do you have a current project for automation – don’t hesitate to contact us.
For some typical requirement we have semi-standardized solutions like soldering robots, palletizer and insertion robots for odd shaped electronical components. ASSEMBLY LINE

-
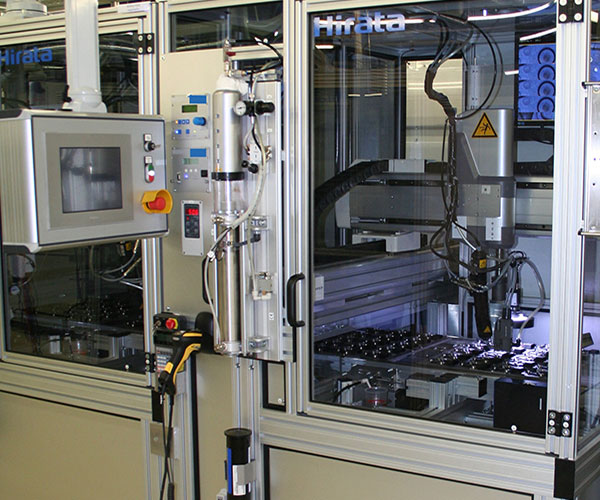
Completely coordinated and from one single source
The efficient and cost-optimised automation of production plants is the main competence of Hirata. Over 55 years of experience in automation technology have made us one of the leading companies worldwide. Hirata Engineering Europe GmbH in Germany offers complete turnkey solutions as well as partial automation of individual production steps such as assembling, bonding and potting, measuring and testing, equipping, etc. From consulting and planning to manufacturing, installation, on-site training and maintenance: customers receive the entire engineering from a single source. Hirata products, such as robots, palletizers and depalletizers, as well as transport and automation components from other manufacturers are integrated into the automation solutions.
OUR REFERENCE PROJECTS 
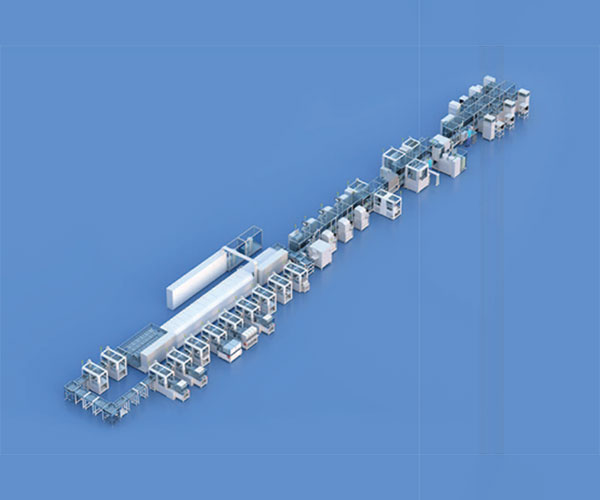
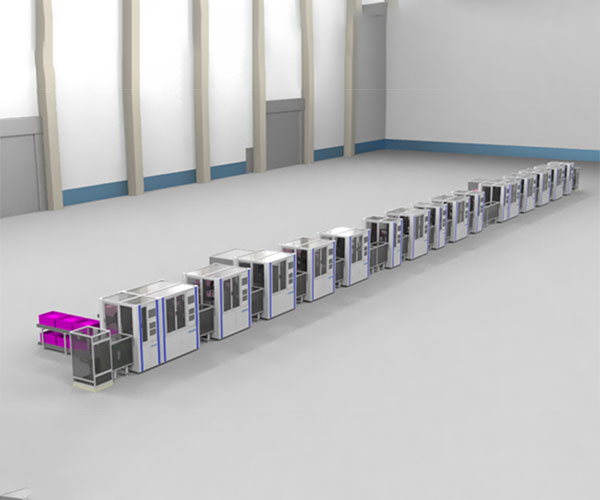
ASSEMBLY LINE WITH CARRIER CIRCULATION
-
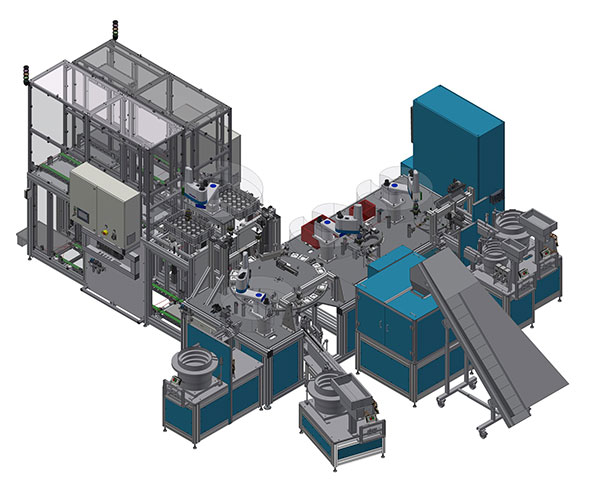
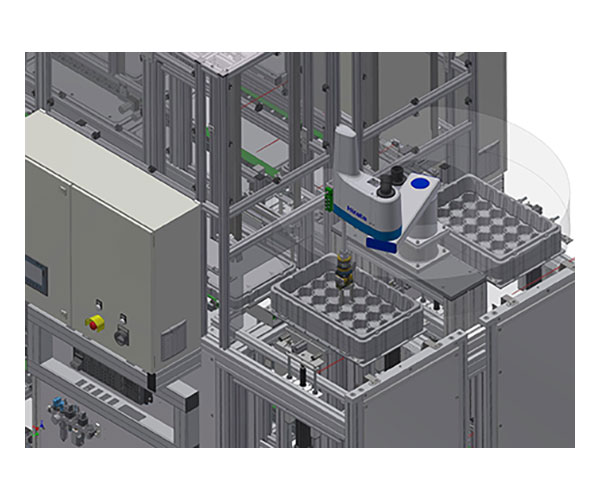
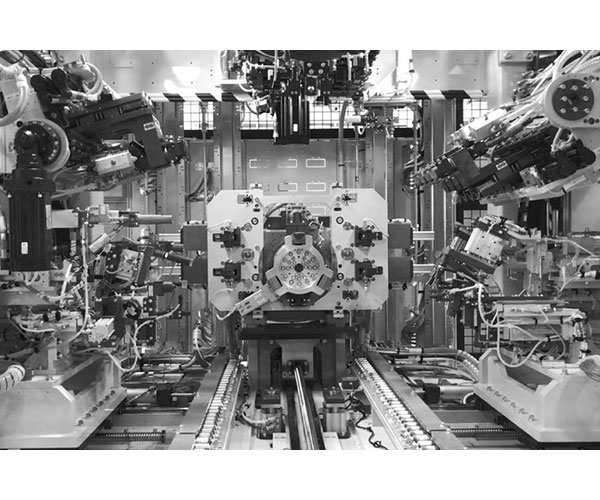
A mechatronic assembly is produced, an injection-moulded part with an insert, which has to be further processed in two variants. In addition to the application of a data matrix code by laser, several cavities created by the injection moulding process as well as existing unpopulated diode pockets must be encapsulated with a moisture-resistant compound in workpiece variant 1. In workpiece variant 2, the cavities created by the injection moulding process are also encapsulated, diodes are fitted in the diode pockets provided and then encapsulated with silicone. The potting compounds are then cured and the workpieces are inspected using various test and measurement procedures. The workpieces are delivered in special trays, which are also used later for shipping.
Processes:- Handling
- Potting
- Mounting
- Inspection

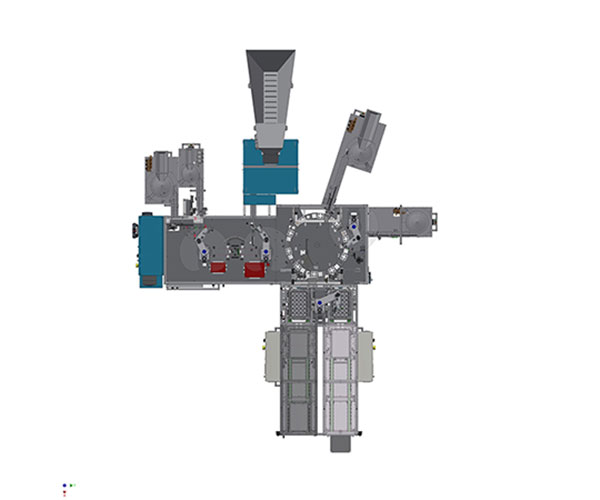
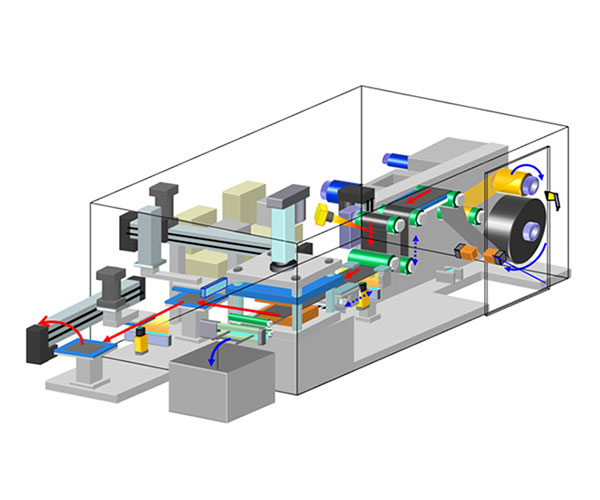
PRODUCTION CELL WITH ROTARY TABLE
-
In this specific case, the focus is on setting up an automated assembly system for electrical connectors. The task is to assemble a part of an electrical connector (rear housing part plus clamping roller including spring, clamping roller receiver, latch and grommet). This connector is manufactured in two versions, as normal and low-cost connectors and in three sizes each. The customer's original plan was to produce these parts in two separate units, an assembly island for the strain relief (pinch rollers, springs, pinch roller receiver) and an assembly line for the rear part of the connector housing. Both assembly areas should be connected by a buffer area.
Processes:
- Handling
- Mounting
- Inspection

LOADING AND UNLOADING OF TOOLING-MACHINES
-
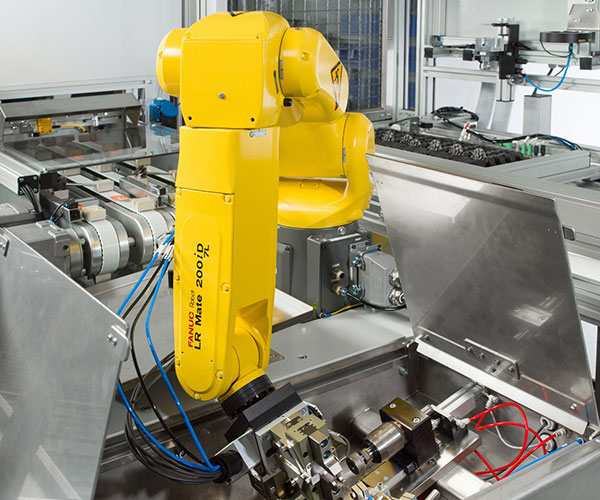
The case was to realize the automated loading and unloading of a lathe. The handling of the pallets, the workpieces, the alignment of the workpieces as well as the cleaning and measuring of the finished parts after machining was automated. The scope of services also included the control connection of the automation unit to the lathe and a higher-level computer. A six-axis robot removes the finished parts from the turret gripper of the lathe, takes them to the cleaning station first and then to the measuring station before placing them in appropriate pallets. The pallets are processed in a palletizing system. This means that the palletizing system prepares the raw parts in pallets for machining and stacks the pallets with the finished parts on top of each other again.
Processes:- Handling of pallets
- Handling of workpieces
- Measuring of finished parts
ASSEMBLY LINE WITH CARRIER CIRCULATION-REFERENCE PROJECT
-
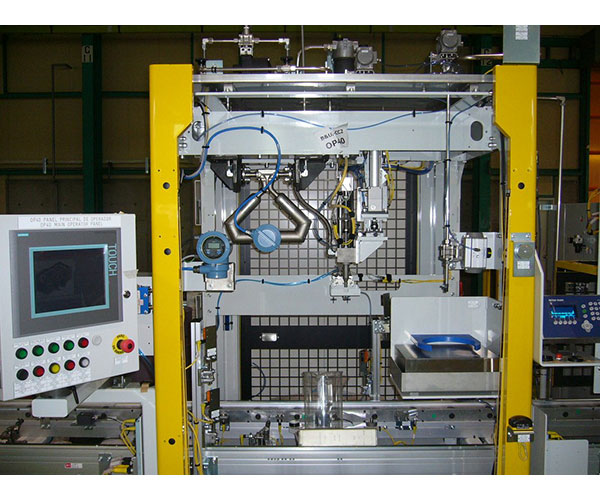
The planning and construction of complete production systems requires not only a high degree of professional competence and experience for the individual process steps, but also a good, cooperative partnership between customer and supplier. Hirata Engineering Europe GmbH provides its customers the complete engineering from one source for such systems: consulting and planning, manufacturing, installation, commissioning as well as training on site and maintenance. A practical example shows this at a complete production line for an automotive supplier.
Task: component handling, potting, mounting, and testing
- From the trays into the workpiece carrríer
- Potting, curing and testing
- Now the ways separate
- Up into the paternoster oven
- Potting and drying
- Reunited
- Automatic unloading and palletizing
- System is controlled by one center
- Fast implementation despite special challenges
PRODUCTION CELL WITH ROTARY TABLE-REFERENCE PROJECT
-
In the concrete case Hirata Engineering Europe GmbH in Mainz received the order for the construction of an automated assembly for electrical connectors exactly for this reason. The task is to assemble a part of an electrical connector (rear housing part plus clamping roller including spring, clamping roller receiver, latch and grommet). This connector is manufactured in two versions, as a normal one and as low-cost Variations, in three sizes each. The customer's original plan was to produce these parts in two separate units, an assembly island for the strain relief (pinch rollers, springs, pinch roller receiver) and an assembly line for the rear part of the connector housing. Both assembly areas should be connected by a buffer area.
- Concept change saves space and money
- Flexible through freely programmable units
- Clamping roller on the left, Connector housing on the right
- Connector housings will be added by the Palletizer
- Clamping roller receiver and housing are combined
- Low effort to changeover
LOADING AND UNLOADING OF TOOLING-MACHINES-REFERENCE PROJECT
-
The automation unit for the lathe includes six main components in sum. A palletizer, designed for different types of foam pallets, feeds the pallets with the blanks, positions the pallets in the working position and removes the pallets after machining the workpieces. For loading and unloading the palletizer is equipped with two transport trolleys. Each trolley can stock up to a stack of ten pallets. Loading and unloading the palletizer with pallets is done without interrupting the actual automation process.
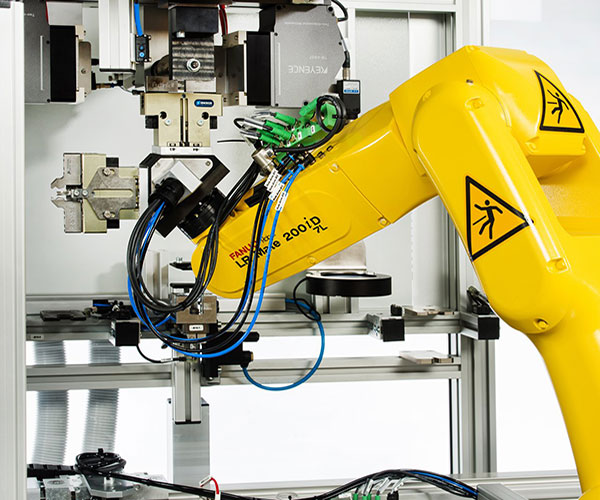
A 6-axis robot with a double gripper unit is integrated in the system to grip the raw parts (different types, sorted into pallets) from the pallet via SKIP function and brings them to one of the two alignment stations. The raw parts are brought into the desired processing position either purely mechanically or with the help of a camera system at these stations. The correct position is actuated and the corresponding data is transmitted to the lathes. Now the lathe is loaded with the raw parts and the finished machined parts are unloaded. For this purpose, the slide on the lathe opens and the turret moves with a finished part into the loading or unloading position. The robot removes a finished part from the turret gripper and loads the turret gripper with a new blank. After this, the turret moves into the working position, the slide closes again and the machining can start.
Now the 6-axis robot brings the finished part to the cleaning station, which is located very close to the loading and unloading position of the lathe, in order to avoid extensive contamination of the automation unit by entrained coolant and chips. Before loading the cleaning station, the workpiece is axially aligned on a plate. The cleaning station is completely enclosed and accessible via flaps. In this station, the finished part is cleaned now by compressed air with closed flaps. All necessary process data (position, time etc.) can be retrieved via the type data of the workpiece. The coolant, which is used in the cleaning station, is treated accordingly and returned to the lathe. In the set-up mode for the cleaning station, the operator has the possibility to activate individual steps, to observe the cleaning process and to optimize it accordingly.
In an optical measuring station, which is also integrated in the automation unit, the finished parts are 100% inspected after cleaning. The measuring data determined here are passed on to a superordinate computer. The actual deviation from target goals are determined and sent back to the automation unit. This unit passes the data on to the lathe. The finished parts (NOK/rework/PLC) are now ejected to the corresponding belts. A finished part defined as good is placed back in a pallet by 6-axis robots in exchange for a blank.
POWERTRAIN
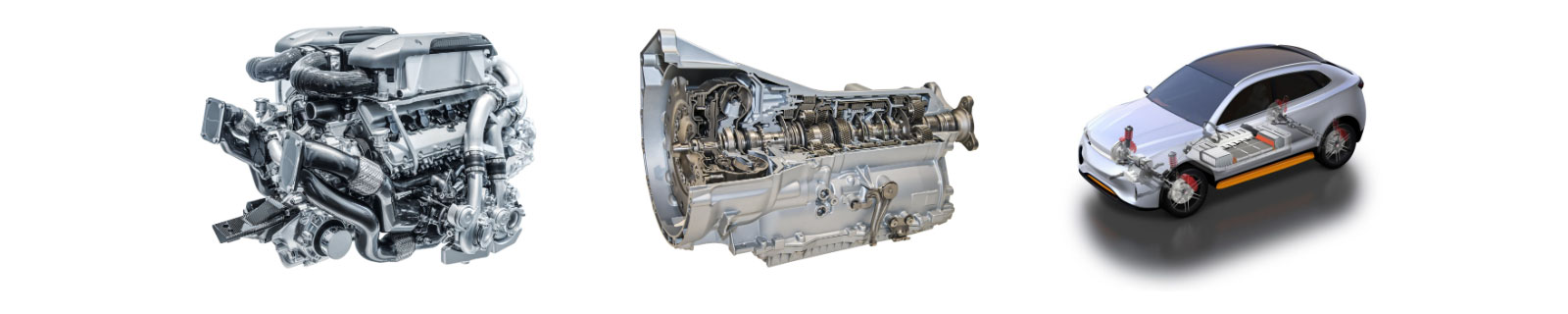
- As the world market leader in the design and manufacture of automated assembly systems for components and system assemblies, Hirata offers its customers competitive advantages through advanced assembly methods developed over decades, which are applied in the mature and widely implemented systems. This applies to conventional powertrains and especially to new drive-units in the field of electromobility.
COMBUSTION ENGINE
-
In addition to complete final assembly lines for engines, Hirata also offers systems for the assembly of subassemblies such as engine blocks and cylinder heads. Both flexible pallet belts and AGVs are used here. This is complemented by modular cold test systems for final testing of the assemblies.
Hirata offers modern and effective assembly lines for conventional combustion engines, ranging from manual to highly flexible and fully automated assembly lines. Of course, the requirements of parts traceability and recording of all process and quality relevant data are also taken into account. Hirata also offers solutions for different integration levels, for the implementation of industry 4.0 sensor technology and its evaluation in your plants.
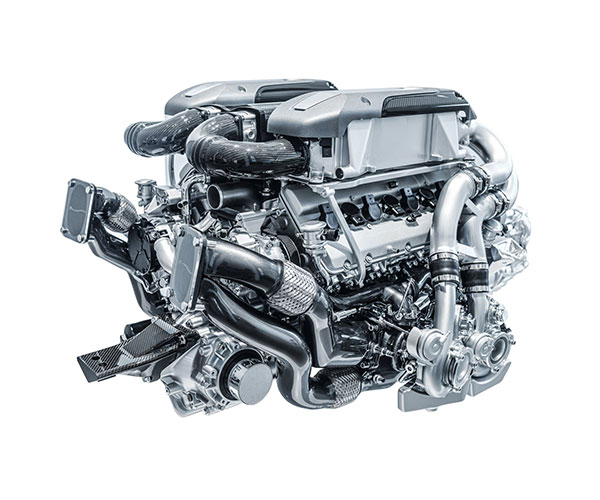
MOTOR
-
Hirata can rely on many years of international experience in engine assembly lines. Numerous projects have been realized in Asia as well as in North America and Europe. For key processes such as piston assembly, crankshaft assembly, cylinder head assembly and leak test systems, Hirata can access on standardized assembly stations, which have been widely used. Additionally Hirata has the experience and know-how to realize complex special solutions using standardized assemblies and thus to implement effective and economical solutions for the customer.

CYLINDER HEAD
- For the design and execution of assembly lines for the mounting of valve train and the complete cylinder head Hirata uses standardized stations for the feeding of the valve train components and combines them with the standard assemblies for completely automatic workpiece transport. Manual, semi-automatic and completely automatic assembly lines have already been realized in this area, often in combination with a final assembly line for the complete engine.
COLD TEST SYSTEMS
- Hirata builds customized cold test systems to check the function of fully assembled engines in an effective and economical way. The correct assembly as well as all function critical performance characteristics and the sensor technology of the engine can be checked. The cold test system offers the customer the possibility to test engines in a relatively short time under clean room conditions without any use of fuel or other immissions.
GEARBOXES
-
The assembly lines for gearboxes realized by Hirata are used for conventional manual and automatic transmissions as well as continuously variable CVT transmissions and modern dual clutch transmissions. The customer is thus offered highly flexible and effective solutions for their assembly tasks.
Hirata possess extensive experience and references in the field of gearbox assembly lines. The modular construction kit consisting of workpiece transport systems, cartesian robots and standardized assembly stations allows to implement economical solutions in shortest time. In addition Hirata contributes its decades of experience in the implementation of innovative assembly processes to the planning and realization.

AUTOMATIC-GEARBOXES
- Automatic gearboxes, which are widely used today in many vehicles from the upper mid-range segment onwards, especially in North America, require a high degree of flexibility in the assembly processes due to their wide range of variants. For this purpose Hirata offers modular concepts with its standardized stations, which preferably use Hirata's own Cartesian robots and thus offer flexible and economical solutions.
DUAL-CLUTCH-GEARBOXES
- This variant of gearboxes, which is enjoying increasing popularity especially in Europe, places special demands on flexibility due to the variety of engines. This flexibility can be realized in Hirata plants in particular by using the self-developed robots or the modular station design. In this case we support the economic success of our customers with Hirata assembly solutions.

CONTINUOSLY VARIABLE GEARBOX
- Hirata looks back on a long reference list of assembly lines for continuously variable gearboxes or CVT-gearboxes. This variant, which is especially popular and widely used in Asia, requires high accuracy and mostly short cycle times. These advantages can be realized process-safe and economically in shortest time due to the compact design of the Hirata standard modular system.
ELECTRIC MOBILITY
-
In addition to assembly lines for electric drives, which include stator as well as rotor and gear case assembly, Hirata has extensive references and process know-how in battery assembly. This know-how is complemented by a high level of competence in the production of IGBTs for power electronics of vehicles with electric drives. Hirata can also draw on experience in the assembly process for fuel cells.
Hirata is a pioneer in the development of production and assembly technologies for the electrification of vehicles. Especially in the fields of electric motors, batteries but also in the production of fuel cells Hirata was and is one of the first companies to implement these technologies with partners from the international automotive industry.
EDU
-
Hirata has developed and implemented completely automated systems for the assembly of electric drives for automotive applications worldwide. Thereby, plants for rotor and stator assembly using conventional windings and the "Hairpin-Technology" as well as assembly lines for the final assembly of complete electric drives, consisting of motor and gear unit, were realized.
Hirata provides numerous turnkey production assembly systems for EDU assembly on different continents. The following completely automated technologies and applications are used again and again: material handling, storage systems, pressing, bolting, measuring, interlocking, application of sealant, leak testing, in-process function testing.
BATTERY
-
Together with partners from industry Hirata began very early to develop innovative processes for the assembly from battery cells to battery blocks and for the final assembly of complete vehicle batteries. These processes have been designed and implemented in the form of serial production plants at the leading manufacturers of electric vehicles in Asia as well as in the USA and Europe.
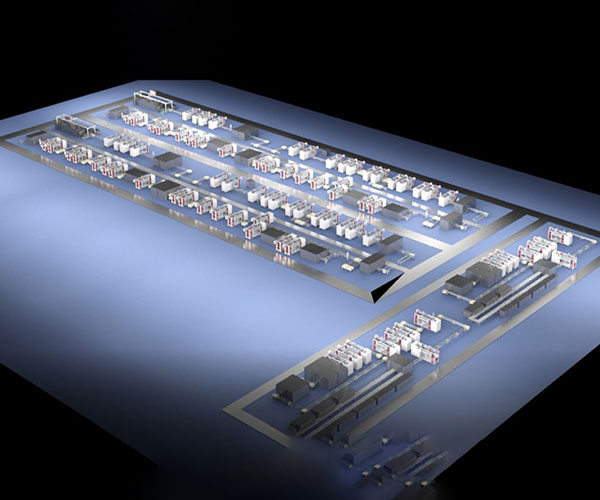
Today, Hirata is technology leader and pioneer in battery assembly systems. We have now implemented numerous systems for the complete assembly of batteries for electric vehicles worldwide. The systems supplied include both the assembly of battery blocks, which are usually referred to as the "front end", and the subsequent systems for the final assembly of complete batteries, also referred to as the "back end". Technologies specially developed for battery assembly are used, such as pressing of the cell blocks, application of heat-conducting paste, gluing, laser welding of the arresters, helium leak tests and special performance tests of the batteries. The following example shows a possible constellation for a complete plant for the production of batteries for electric vehicles.
IGBT
-
IGBTs have become the most widely used power semiconductor in industrial applications and are also used in the power electronics of electric vehicles nowadays. In the assembly of IGBTs, they are potting after fitting. In this case, innovative processes with ultrasonic and vacuum technology are used, wherefore Hirata has developed its own equipment, which is used several times.
Through in-house developments and extensive experience, Hirata offers its customers economical and reliable completely automated manufacturing systems for the production of IGBTs. IGBT is the critical component in improving the energy efficiency and range of batteries for electric cars. Hirata supplies turnkey and flexible IGBT assembly lines for this purpose, including traceability management. Hirata also takes care of project organisation and coordination with other suppliers.
POWER MODULES
-
Every electric vehicle needs a power module to control the electric engine. In cooperation with customers in the automotive industry, Hirata already began with the development of the first power modules and corresponding technologies many years ago. Today Hirata is one of the leading manufacturers for completely automated assembly systems for these modules.
Hirata systems for the complete assembly of power modules for electric vehicles are configured and realized in modular design from standardized automatic stations (ACS) and standardized manual workstations (HAP). The modular concept allows to adapt the assembly systems flexibly to your product variants and capacity requirements. Customers benefit from the decades of experience of Hirata concept developers and the comprehensive product portfolio of standard system modules.
FUEL CELL
-
Dispite special requirements in the production of fuel cells, starting with the lamination of the anodes and cathodes, over the production of the actual cells using bipolar plates, up to the final assembly of the complete fuel cell unit, Hirata has supplied test systems in the international market and now also series production systems to well-known manufacturers.
STANDARDS
-
Hirata products such as palletisers, depalletisers, tray changers, SCARA and six-axis robots. Linear axis systems, standardised manufacturing cells, transport and automation components, including control and software, and also components from other manufacturers are also included in Hirata's portfolio. The wide range of proven Hirata products supports the smooth interaction of the individual components in an automation system.
- PALLETIZER / DEPALLETIZER
- INDUSTRIAL-ROBOTS
- SEMICONDUCTOR PRODUCTION EQUIPMENT
- LINEAR AXIS SYSTEMS
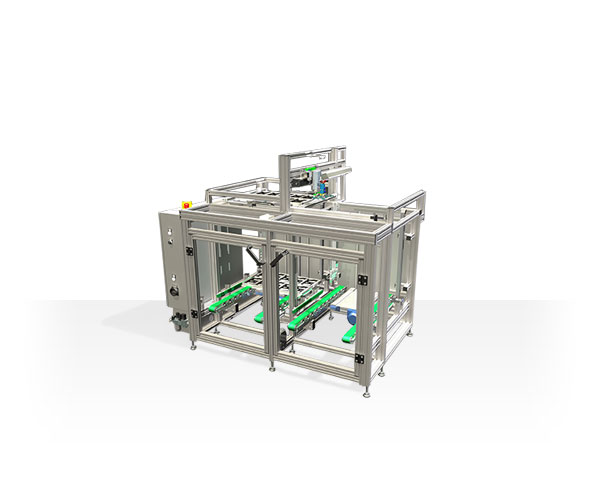
PALLETIZER AND DEPALLETIZER
-
In an automated production plant, the feeding of parts to a robot or handling device is one of the most important processes. If the alignment or position of the workpiece is inaccurate, this can lead to malfunctions and the system will not work efficiently. Often, sensitive or complex shaped parts cannot be fed with a vibratory bowl feeder. Such workpieces have to be stored in pallets, trays, blisters or cups then and fed into the production process in an orderly manner. The palletizers or depalletizers from Hirata solve the feeding and changing of such trays in an economic and reliable way.
Advantages:- Economical
- Space-saving
- Completely automatic
The Hirata palletizers/depalletizers are available in different versions depending on the task. Simple designs of the tray changers without or with handling unit are for example especially suitable for palletizing tasks, where the workpieces have to be taken out of a tray and put back into the same tray after processing. Both the processed and the unprocessed tray stack are on the lower level. These designs are predestined for use on injection molding machines or tooling machines and their flat design offers good possibilities for an integration into an application with articulated arm or gantry robots. These simple tray changers can also be extended by different modules. Also for fed and removal of trays with low autonomy and for the semi-automated areas, there are correspondingly simpler designs

AST
-
Tray changers, which were loaded or unloaded by robots, feding tray stacks and seperating trays and restacking them in a very confined space.
- Efficient
- Space-saving
- Reliable

SAST
-
Flexible floor roller palletizing system for variable pallet heights for palletizing and depalletizing directly from standard floor rollers.
- Highly flexible
- Efficient
- Space-saving
LCP
-
Palletizer or depalletizer with freely programmable handling device which takes out the parts of the tray column by removing and depositing them.
- Efficient
- Compact
- Turnkey

TLC
-
Cost-effective tray changing system, ideal for the feed and removal of individual trays with low autonomy and in semi-automated operation.
- Compact
- Cost-effective
- Easy integration

ALC
-
Compact tray changing system without integrated manual unit, particularly suitable for use on injection moulding or machine tools.
- Inexpensive
- Compact
- Easy Integration

CAST
-
Mobile tray changing unit with a small footprint of approx. 1m² is particularly suitable for use on several production lines.
- Mobile applicable
- Space-saving
- Flexible
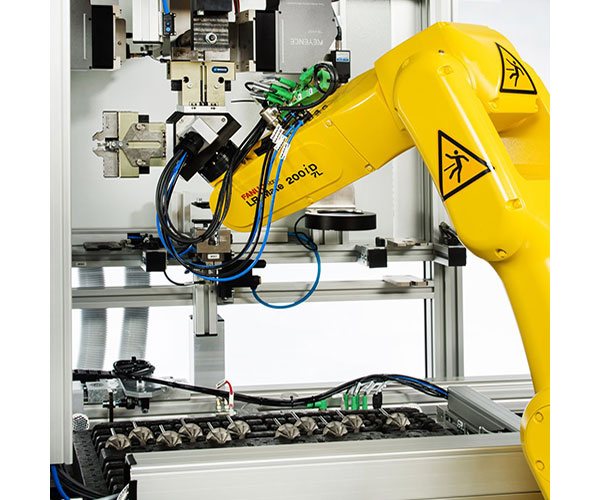
INDUSTRIAL-ROBOTS
-
As early as the mid-1970s, Professor Makino in Japan discovered that 80 % of joining movements are usually performed in a straight line from above and that the required working space is roughly equivalent to the reach of a human arm if the product is designed for easy assembly. The solution that Professor Makino found as a result of his research was impressively simple. Four axes were sufficient to move and join a part in space to any desired position.
This knowledge was the basis for Hirata to develop his first SCARA robot. The principle is still valid today and is implemented in different model sizes of SCARA robots. Furthermore Hirata has also added "articulated arm robots" to its portfolio. These 6-axis robots are also available in different model sizes. Depending on the task, the customer always has a suitable robot kinematics available.
- Precision
- Efficient
- Flexible
In addition to highly automated assembly lines and standardized palletizing systems, Hirata is known worldwide for its flexible and versatile robot systems. Hirata robots combine highest performance requirements with market-oriented costs. Thus the Hirata robot portfolio offers the right robot type for almost every handling or assembly process. The robots are controlled by a flexible Hirata robot-controller, which allows to regulate different robot systems with only one unit.
AR-P-SERIES
-
This compact SCARA robot is a cost-effective high-quality product for the handling of small workpieces with a handling weight of up to 3 kg. The system has a combined reach of the A- and B-axis of 400 mm.
- Cost effective
- Compact
- Fast
This compact SCARA robot is a cost-effective high-quality product for the handling of small workpieces with a handling weight of up to 3 kg. The system has a combined reach of the A- and B-axis of 400 mm.
The robot controller is integrated in the robot console and thus saves space. Control is possible via PROFInet, DeviceNet and CC-Link, among others.

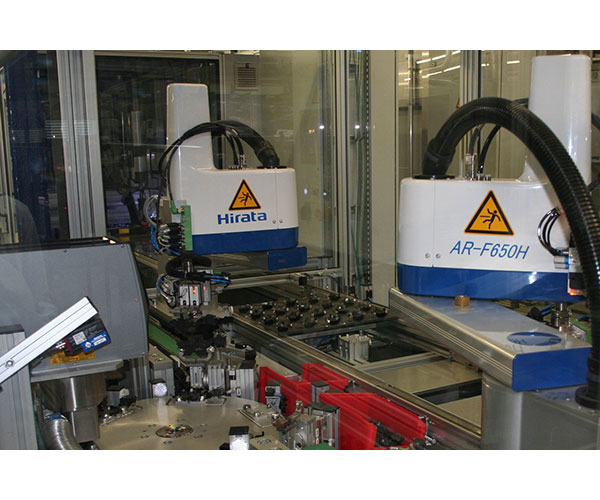
AR-F-SERIES
-
These compact SCARA robots are suitable for precise assembly and handling tasks. The series includes three desktop models with working ranges of 450 mm, 500 mm and 650 mm. All models are equipped with battery-free absolute encoders.
- Fast
- Flexible
- Compact
The four-axis SCARA robots of the AR-F series are ideally suited for fast and flexible assembly and handling tasks. The AR-F series works with battery-free absolute encoders and consists of three robot models: AR-F450, AR-F500 and AR-F650. With a working radius of 450, 500 and 650 mm and a maximum payload of 5 kg, the SCARA robots can be used for assembly and material handling. With a repeat accuracy of up to +/- 0.01 mm and horizontal speeds of up to 8.2 m/s, the SCARA robots meet the requirements of these applications. The integrated, automatic acceleration function ensures optimal acceleration and braking behavior, which is calculated from the start and target positions of the robot arm. The SCARA robots work with the powerful Hirata cell controller HNC 96E-CE. This can be used to control the robots as well as the entire periphery involved, such as transport systems, component feeders, valve terminals, etc.
AR-T-SERIES
-
These high-performance SCARA robots are suitable for precise assembly and handling tasks with higher weights of up to 20 kg. The series includes two models with working ranges of 550 mm and 800 mm. The systems are also optionally available as overhead models with ceiling mounting and for the clean room class ISO 5.
- High Weights
- High Repeatability
- Fast
Our SCARA robots of the AR-T series are part of the top class of robotics in the 4-axis segment. With payloads of a maximum of about 20 kg at an arm length of 800 mm, both in base and overhead versions, the AR-T convinces with familiar high precision and speed. With a repeat accuracy of +/- 0.01 mm and horizontal speeds of up to 8.2 m/s, the AR-T moves even heavy loads very quick and safe. The integrated, automatic acceleration function ensures optimum acceleration and braking behavior, which is calculated from the start and target positions of the robot arm. The series offers an optimal combination of power and speed!

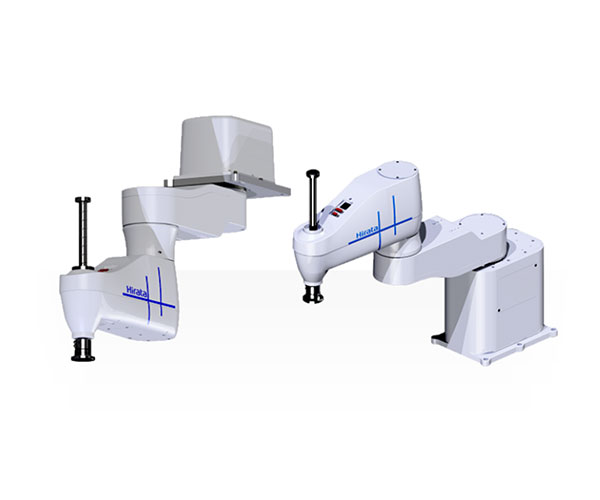
AR-V-SERIES
-
The series of 6-axis robots includes three models with arm lengths of 700 mm, 950 mm and 1200 mm. They are particularly suitable for applications in the automotive, electrical and metalworking industries. Equipped with the Hirata 3D picking system, these 6-axis robots also manage the handling of randomly fed components.
- Powerful
- Reliable
- Flexible
The AR-V series with 6-axis robots includes three models with arm lengths of 700 mm, 950 mm and 1200 mm. The series is designed for payloads from 4 to 6 kg. The basic structure of these 6-axis robots ensures high stiffness, low vibration even at high speeds. This results in fast and accurate positioning and reduced cycle times. The installation is supported by offline teaching with assistance functions and simulation tools, for example for collision avoidance.
The 6-axis robots are equipped with the same operating software as all other Hirata robots. Several robot systems can be steered by only one controller. By using battery-free motors the maintenance effort is minimized. The large reduction gear unit guarantees a stable operation for a long term. The 6-axis AR-V series is especially suitable for applications in the automotive, electrical and metal-processing industries. Equipped with the Hirata 3D picking system, the new 6-axis robots also master the handling of randomly fed components.

MB- UND GR-SERIES
-
The freely programmable linear axis systems of the MB series are offered as a modular system. In comparison of other robot kinematics, this kind of series offers advantages for certain applications. The portal robots of the GR series are used for the assembly and handling of larger and heavier components.
- Modular
- Precise
- Intelligent
MB-Series The freely programmable linear axis systems of the MB series are offered as a modular system. A wide variety of axis configurations can be assembled from different linear axes. For certain applications, the series offers advantages in comparision of other robot kinematics, like an easier cable and hose routing or larger gripper systems. Therefore this series is mainly used for tool handling. Because of the very solid and robust design of the linear axes, these systems ensuring a reliable and durable operation. The applied batteryless encoder technology simplifies maintenance and reduces the environmental impact. One linear axis system can consist of up to three combined linear axes with different lengths. The configuration options include adaptable axis combinations, different speeds and different load capacities and stroke lengths. The maximum handling weight amounts 25 kg depending on the stroke. The repeatability is about +/- 0.01 mm. With this configuration options, 83 different linear axis systems can be compiled. GR-Series The portal robots of the GR series with three axes can be configured according to customer specifications. They are adaptable in axis length, speed, load capacity and stroke length and are mainly used as units for the assembly or handling of larger and heavier components. Therefore GR have a particularly high stability. Due to the solid and robust construction, this series requires very small maintenance. Possible handling weights are between 50 and 150 kg. The batteryless encoder technology simplifies maintenance and reduces the environmental impact.
LINEAR AXIS SYSTEMS
-
Freely programmable linear axis systems are usually offered as modular systems which means that the user can put together his customised system from a range of axis models. The selection criteria for the systems include the number of axes, stroke lengths, speed, handling weight and positioning accuracy.
Different drive concepts, such as spindle, toothed belt, toothed rack or linear motor are offered. Most axes have a rigid tubular or box-shaped cross-section. Cycle and cycle times of the linear axis system depend on the power unit.
- Modular
- Precision
- Intelligent
For smaller and larger loadings LINEAR AXIS SYSTEMS AND PORTAL ROBOTSFrom a modular system with different Hirata linear axes, different axis configurations can be compiled. The configured units are mainly used for tool and workpiece handling. Also the gantry robots with three axes can be configured individually for each customer. Because of it’s particularly high stability these systems are mainly used as units for the assembly or handling of larger and heavier components.
The solid and robust construction ensures reliable and long-lasting operation. The batteryless encoder technology simplifies maintenance and reduces the environmental impact. Linear axis systems and gantry robots offer different configuration options and can be adapted in axis length, speed, resilience and stroke length.
MB-Series
The freely programmable linear axis systems of the MB series are offered as a modular system. A wide variety of axis configurations can be assembled from different linear axes. For certain applications, the series offers advantages in comparision of other robot kinematics, like an easier cable and hose routing or larger gripper systems. Therefore this series is mainly used for tool handling.Because of the very solid and robust design of the linear axes, these systems ensuring a reliable and durable operation. The applied batteryless encoder technology simplifies maintenance and reduces the environmental impact. One linear axis system can consist of up to three combined linear axes with different lengths. The configuration options include adaptable axis combinations, different speeds and different load capacities and stroke lengths. The maximum handling weight amounts 25 kg depending on the stroke. The repeatability is about +/- 0.01 mm. With this configuration options, 83 different linear axis systems can be compiled.

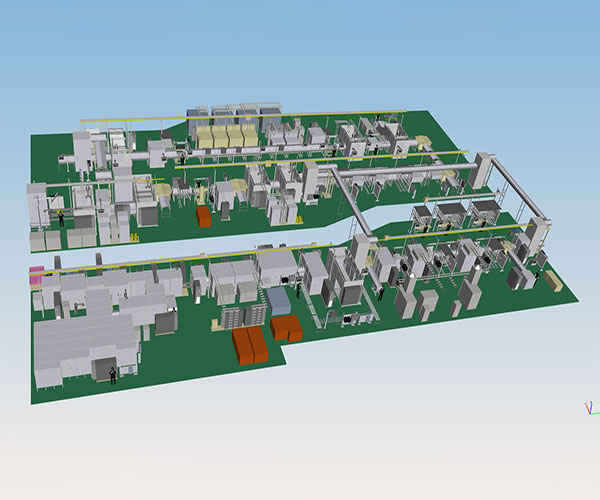
Approximately 6 months have passed from conception to commissioning of line A2 and another 6 months for line A3, plus 1 to 2 months for on-site optimization with auditing and validation. The implementation of the different processes integrated in the lines was also exciting. Many of them are Hirata's daily bread, others, such as potting, are the domain of the customer. Due to the good cooperation all tasks could be solved optimally. Also the special challenges due to the limited space could be mastered with a lot of experience.