- Offer Profile
- Tradition is good. Combined
with innovation it is even better. For 60 years we have been constantly
developing new clamping solutions focusing on the essentials: your wants and
needs. Set-up times and cost savings, flexibility, productivity, energy
efficiency and security – all that you expect from clamping solutions. Our
products have these essentials including CE certification and the promise to
be environmentally friendly.
At HAINBUCH people don´t just work together, we are one big family. Passion, family spirit and the drive for the right innovation at the right time, that´s the mix that makes HAINBUCH.Visit us on:



Innovations - We presented our new stars

Handling Line
-
Easy storage, transport and set-up of clamping devices
- Clamping devices are protected thanks to clean storage
- Clamping devices are always ready for the next task
- Flexible use on different machines
- Enables set-up even without a gantry crane
- Maintaining precision through clean storage
- Efficient and fast provision of the clamping devices
- Gentle operation thanks to lifting and mounting aid

Zero-point clamping sytem
-
Your benefit
- Maintaining precision through clean storage
- Efficient and fast provision of the clamping devices
- Gentle operation thanks to lifting and mounting aid
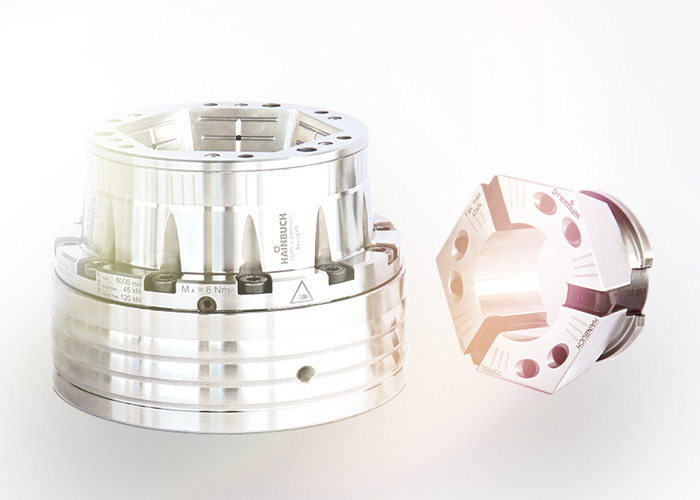
Power chuck TOPlus premium
-
- Run-out accuracy ≤ 5 μm with pr emium clamping heads, otherwise ≤ 10 μm [requires clamping against the workpiece end-stop]
- For precise and powerful clamping
- Changeable to I.D, or jaw clamping [HAINBUCH SYSTEM]
- Less expensive than hydro-expansion and diaphragm clamping devices
Maximum precision in a mini format
The TOPlus premium chuck is ideal for high-precision clamping of delicate and thin-walled parts, as well as solid and massive parts. In combination with premium clamping heads and when clamping against the end-stop, you benefit from incredible run-out accuracy of ≤ 5 μm.
That makes the standard TOPlus premium chuck a better and less expensive alternative to hydro-expansion and diaphragm clamping devices. In addition to high precision, the large opening stroke also facilitates automated loading of the machine – even if the robot is somewhat inaccurate. By the way, slight contact with the workpiece during loading has no negative effect on the TOPlus premium. Despite its high precision it remains »robust« and your process remains stable.
For machining in which »standard« accuracy is sufficient, you can simply use conventional standard clamping heads. As with the conventional TOPlus mini, the run-out accuracy when clamping against the workpiece end-stop is ≤ 10 μm. Of course, all compatible HAINBUCH adaptations can also be used. Change-over from O.D. to I.D. clamping or jaw clamping in less than two minutes is ther efore assured.
The most accurate of all HAINBUCH chucks!

Quick change-over systems
-
High speed clamping device change-over
- Clamping device quick change-over system
- Dramatic reduction in clamping device change-over times
- Change-over accuracy between machine adapter and clamping device
- adapter ≤ 0.003 mm – without alignment
- Machine-overlapping utilization of clamping devices
- Power actuation or fluid actuation of the clamping devices are possible
- For easier handling, Monteq mounting aid can be implemented for heavy clamping devices
Hainbuch System

What are the benefits & application possibilities with the HAINBUCH SYSTEM?
The HAINBUCH SYSTEM adapts to your workpiece. It allows you to clamp 1,000 different workpieces and gives you everything you need for complete machining.
You need only one basic clamping device – a chuck or a stationary chuck that remains on the machine. For O.D., I.D., jaw or magnetic clamping, or clamping between centers you then use adaptations – without having to accept any compromises.
The workpiece defines the adaptation and converts your basic clamping device for the particular application. This incredible solution reduces set-up time substantially, while increasing flexibility and making it possible to easily squeeze in short-term jobs.
You will therefore be optimally prepared for every clamping situation – whether in turning, milling or grinding.
Automation

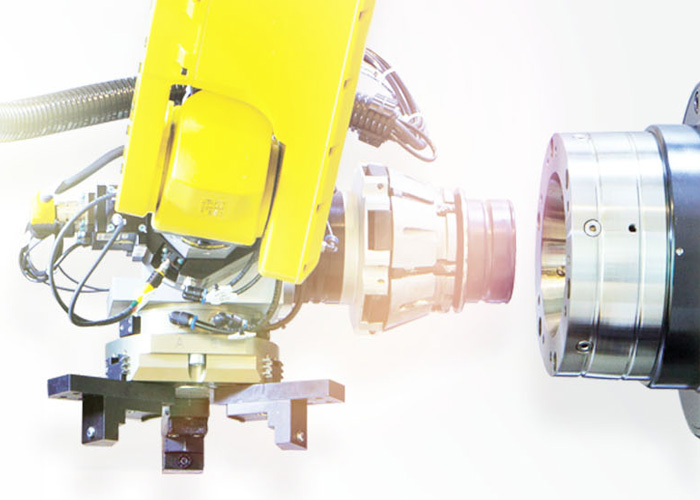
TOPlus AC and SPANNTOP AC
-
Automatic clamping head and workpiece end-stop change-over
- A standardized, reasonably-priced automation solution that has proven its value for years
- Unattended set-up and manufacturing of different clamping diameters and lengths
- Robust mechanisms ensure smooth, automated set-up procedures via robot or gantry
- Available in the TOPlus and SPANNTOP model
- Can also be used for machining centers and vertical lathes
centroteX AC
-
- centroteX AC interface for automated change-over of chucks and mandrels
- Can be set-up outside of or directly on the machine
- Usable for applications on horizontal, vertical and stationary machines
- Easy to use mechanism
Our new AC [Automated Change] line makes everything automatic!
We can justifiably claim to be experts in clamping device change-over and masters in fast setup. Why? Due to decades of experience in reducing setup times and developing faster change-over solutions. Thousands of centroteX quick-change interfaces are successfully used by our customers every day to reduce costs in applications requiring µm-precision.
But even if our clamping solutions can be set up manually in record time, the future is in automation. Our TOPlus AC and SPANNTOP AC chucks allow automatic change-over of clamping heads and work piece end-stops. This is the basis for the automation of clamping processes and enables unattended setup and production of work pieces with different clamping diameters, profiles and depths.
Special solutions

-
There is almost nothing that is not doable.
Where our designers really hit their stride when our standard clamping devices hit their limits. They also develop solutions that are precisely tailored for the most particular requirements.
Our experts push the technology to its limits, prefer to leaving the beaten path, think outside of the box, and approach their work with passion, drive and a wealth of invention.
The result: an individual special solution in the accustomed HAINBUCH quality.
Special solutions, industry 4.0, automation, intelligent clamping devices or even more. With our research and development team, we got you covered.
Your benfit
- For your needs customized special solutions
- We support you in optimizing your production
- Innovative production possibilities through high-tech clamping technologies
Special chucks
-
- Custom solutions optimally tailored to your requirements
- Optimized manufacturing processes
- State-of-the-art manufacturing possibilities due to the latest clamping device technology

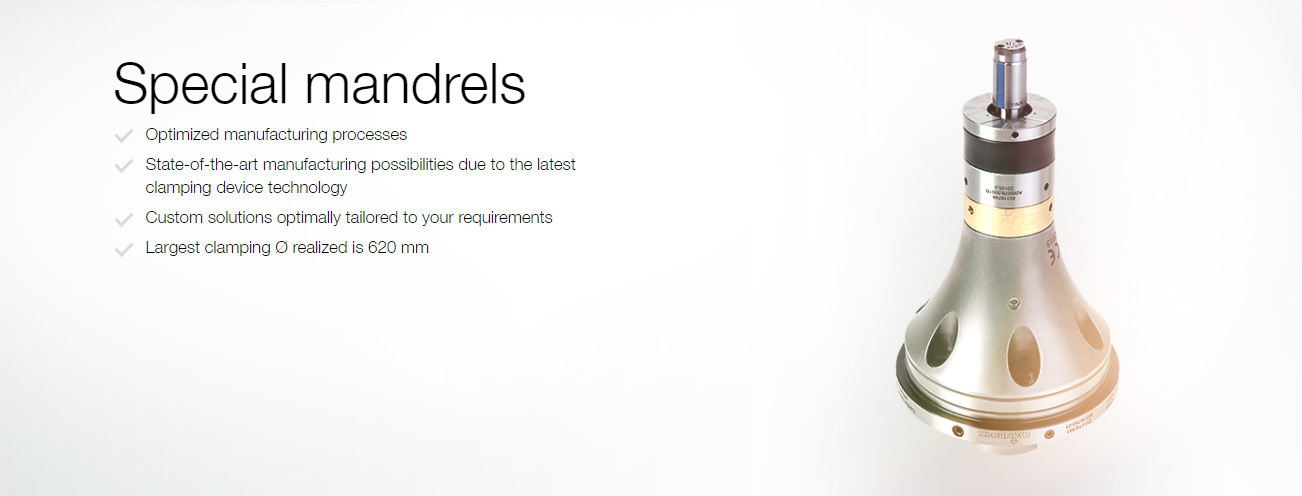
Special mandrels
-
- Optimized manufacturing processes
- State-of-the-art manufacturing possibilities due to the latest clamping device technology
- Custom solutions optimally tailored to your requirements
- Largest clamping Ø realized is 620 mm
Stationary special clamping devices
-
- Custom solutions optimally tailored to your requirements
- Optimized manufacturing processes
- State-of-the-art manufacturing possibilities due to the latest clamping device technology
- Fast set-up when changing the workpiece type

Special clamping elements
Profile clamping-
- For clamping almost every workpiece profile with one clamping head
- With HSW heads the contour is self-producing
Special test and measuring technology
-
TESTit clamping force measuring device
- Special model for axial draw force and documentation of the measurement results
- The application area is the testing of zero position clamping systems
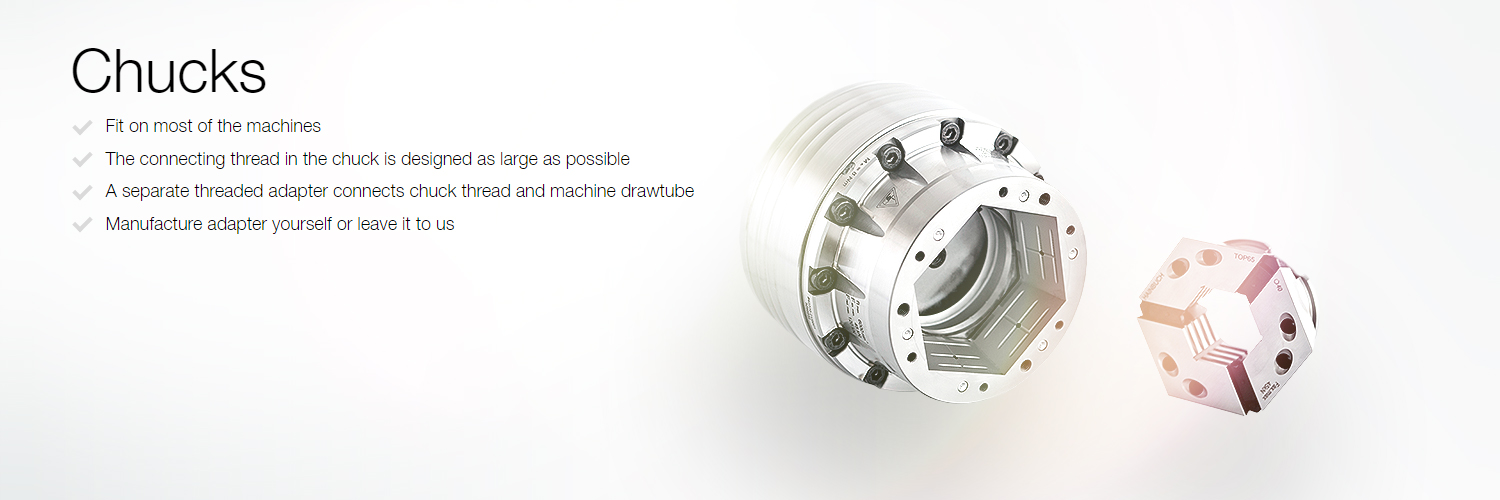
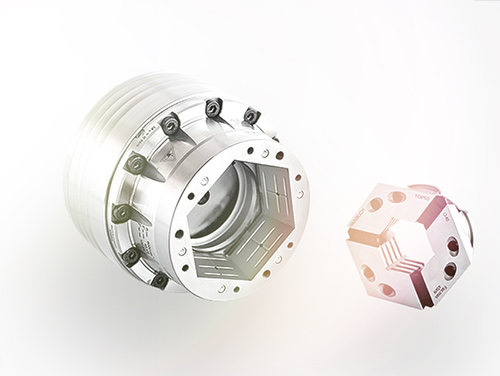
Chucks
Power Chuck TOPlus mini
-
Smaller than ever
- Quick change-over to I.D. clamping or 3-jaw clamping [modular system]
- 25 % higher holding power than SPANNTOP
- Significantly reduced interference contour
- Improved tool accessibility
- Ideal for limited installation space
- Lower mass
- Minimal inertia loss compared to 3-jaw chucks
Lower mass
The »mini« series really shines with a mass reduced by as much as 30 %, and a chuck diameter that is reduced by 1/3. This means reduced energy consumption and better tool accessibility. Naturally, add on clamping elements can also be used with the TOPlus mini chuck. To maintain the minimal interference contour, the TOPlus mini chuck has its own adaptation devices with a smaller bolt hole circle.
Reduced interference contour
Thanks to the reduced interference contour, it is easier to choose the tool that you need. Now it can also be shorter and more stable – on the main and sub spindles. Particularly in the case of limited installation space and in series operation, the TOPlus mini chuck is ideal: Lower energy consumption, dynamic spindle acceleration, and shorter cycle times reduce the costs per workpiece.
Minimalism that pays off!

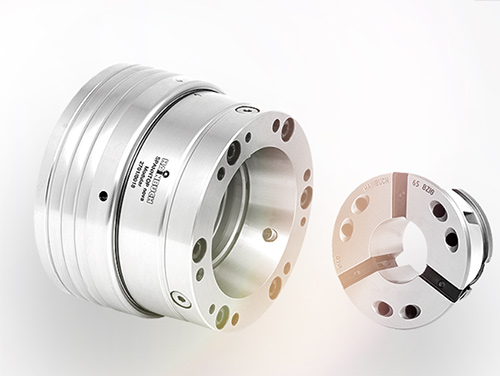
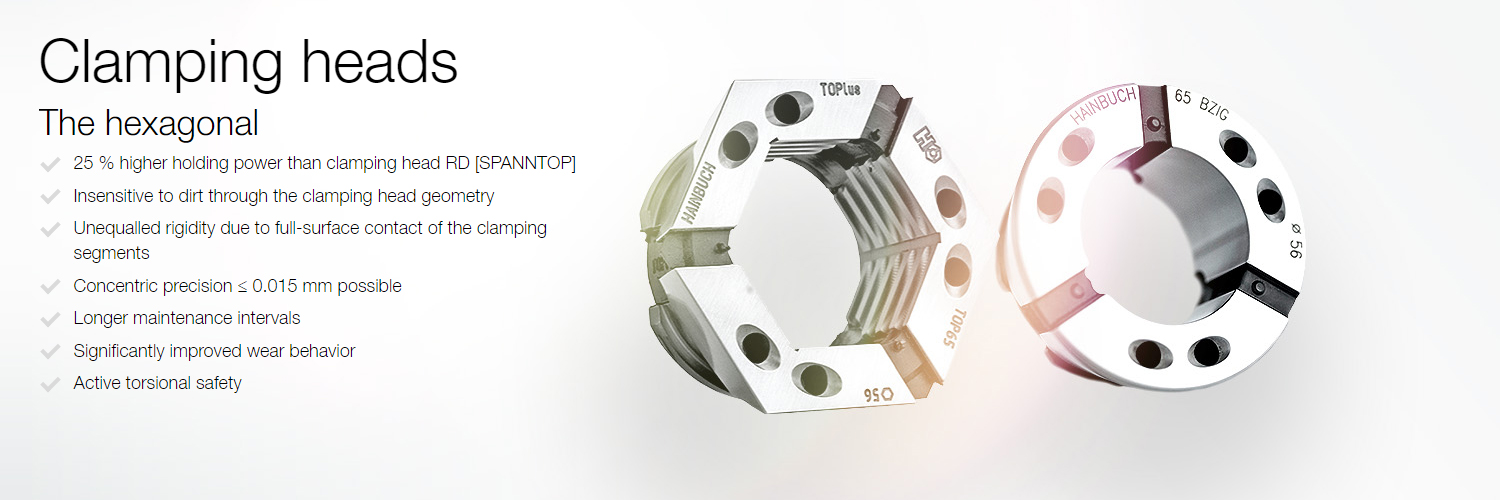
Power chuck TOPlus
-
Six to win
- 25 % higher holding power than SPANNTOP
- Unequalled rigidity due to full-surface contact of the clamping segments
- Insensitive to dirt through the clamping head geometry
- Absorbs vibration
- Optimal lubrication thanks to lubricating grooves in the clamping head reception
- Minimal inertia loss compared to 3-jaw chucks
Unequalled rigidity
Up to 25 % more clamping force and higher output – with the same clamping cylinder that is used to actuate our SPANNTOP chucks. The pyramid arrangement of glide surfaces makes it possible. The clamping head rests with full-surface contact in the TOPlus chuck body – even with large workpiece tolerances.
Insensitive to dirt
In addition this geometry ensures that TOPlus is significantly less sensitive to contamination than previous chuck/clamping head solutions, and with a concentric precision of approx. 0.015 mm [for chuck size 65]! Thus TOPlus is even better suited for raw material, cast and forged parts, as well as fi ne-particle non-ferrous metals such as brass. Therefore, all-round optimized values make the chuck an ideal partner for modern manufacturing strategies and state-of-the-art machine tools.
TOPlus – simply revolutionary!

Chuck SPANNTOP Mini
-
Smaller than ever
- Quick change-over to I.D. clamping or 3-jaw clamping [modular system]
- Significantly reduced interference contour
- Improved tool accessibility
- Ideal for limited installation space
- Lower mass
- Minimal inertia loss compared to 3-jaw chucks
Lower mass
The »mini« series really shines with a mass reduced by as much as 30 %, and a chuck diameter that is reduced by 1/3. This means reduced energy consumption and better tool accessibility. Naturally, additional adaptation elements may also be used with the SPANNTOP mini. An additional ring enables use of the adaptation devices that are also used with the SPANNTOP nova.
Reduced interference contour
Thanks to the reduced interference contour, it is easier to choose the tool that you need. Now it can also be shorter and more stable – on the main and sub spindles. Particularly in the case of limited installation space and in series operation, SPANNTOP mini is ideal: Lower energy consumption, dynamic spindle acceleration, and shorter cycle times reduce the costs per workpiece.
Minimalism that pays off!
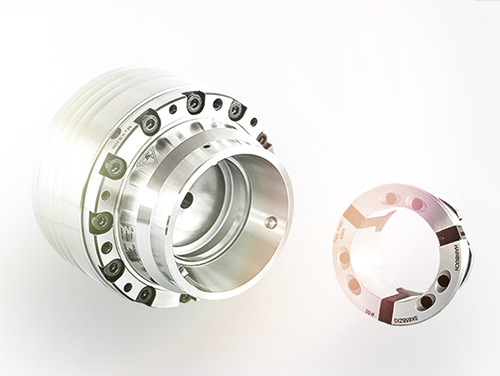
Power chuck SPANNTOP nova
-
The original, that wrote workholding history.
- Ideal for customers with existing RD clamping heads
- Typical features of all HAINBUCH power chucks, such as high holding power, parallel clamping with high accuracy and easy set-up
- Minimal inertia loss compared to 3-jaw chucks
Reliable and long life
SPANNTOP nova – this development represents more than 30 years of SPANNTOP experience. It exploits all the advantages of the latest machine tools. The components are optimized for balance quality, and have an extended guide length. The clamping length of the workpieces is also significantly greater. This chuck is designed for maximum RPM and holding power at ideal concentricity. It is extremely rigid, precise, and has an extremely long life.
Convenient change
The position-oriented base end-stop of the »combi pull-back« and »combi deadlength« variants can be conveniently changed from the outside via three clamping screws countersunk in the chuck, and for standard chucks, provides excellent accuracy for face location combined with through-bore capacity.
Chuck SPANNTOP nova: reliable and solid.
The product is the result of more than 30 years of experience!
Machine specific chucks
-
Standard or machine specific, which chuck fits?
In 90 % of all cases, you will find what you are looking for with our
standard chucks, that fit for the following brands, such as:- Biglia
- Daewoo
- Doosan
- Emco
- Gildemeister
- MAG Boehringer
- MAG Hessapp
- Mazak
- Miyano
- Monforts
- Mori Seiki
- Nakamura
- Okuma
- Scherer
- Spinner
- Takamaz
- Weiler
- Weisser
- and other machine manufacturers

Power chuck TOPlus premium
-
Smaller than ever
- Quick change-over to I.D. clamping or 3-jaw clamping [HAINBUCH SYSTEM]
- 25 % higher holding power than SPANNTOP
- Significantly reduced interference contour
- Improved tool accessibility
- Ideal for limited installation space
- Lower mass
- Minimal inertia loss compared to 3-jaw chucks
Manual chuck TOROK
-
Clamps gently or forcefully
- Also available in a CFRP lightweight design
- Manual actuation – a clamping cylinder is not required
- Sensitive clamping possible
- Workpiece stabilization through axial draw force applied against the workpiece end-stop
- Mandrels, jaw modules, face drivers, and morse taper adaptable
Easy manual actuation
The TOROK manual chuck is primarily used in tool prototyping on machines without a clamping cylinder. For example, thanks to its easy manual actuation, when used on grinding machines you can safely and delicately clamp.
In combination with our clamping device adaptations, such as the MANDO Adapt mandrel-in-chuck or the jaw module, many more clamping options are possible.
Lightweight variant
And most recent: Thanks to the optional lightweight CFRP design, with the TOROK CFK you save one-third the weight. This is particularly set-up friendly and it offloads the machine spindle bearings.
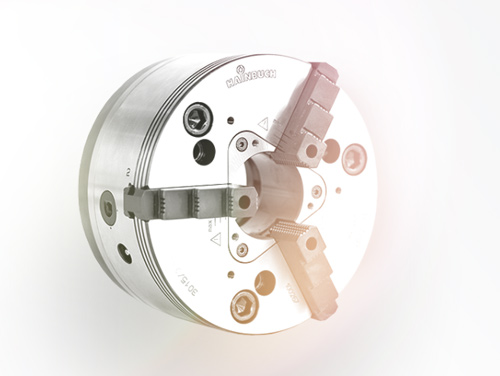
Jaw chuck B-Top
-
A large through-bore, for a reason
- Fast jaw change with individual unlocking
- Large through-bore with bushing inserts that can be changed from the front
- Proven wedge rod mechanism
Flexible for small lot sizes
Fast jaw change with quick change design and high repeatability – that is what makes the B-Top jaw chuck product line so flexible. Particularly for small lot sizes. Thus in most cases machining the chuck jaw to size is unnecessary.
Conveniently adapted to your requirement
Also the insert bushing system is configured for small lot sizes and maximum flexibility. It enables clamping devices to be conveniently adapted to your requirement: Closed with ejector, spray nozzles, or with variable end-stop. Just the way you need it. And the innovative lubricating system ensures improved clamping force behavior of the wedge bar principle.
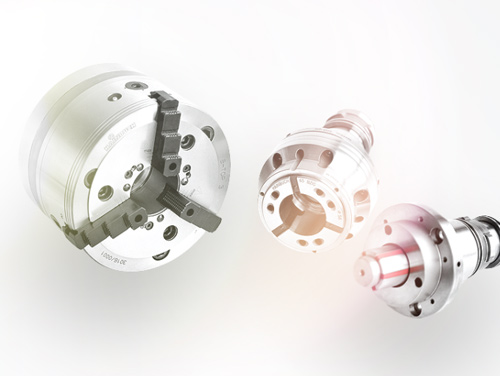
Jaw chuck B-Top3
-
All fits in one another
- Jaw chuck with quick conversion to a segmented clamping bushing [ I.D. clamping] and a clamping head [O.D. clamping]
- Fast jaw change with individual unlocking
- Large through-bore with bushing inserts that can be changed from the front
- Proven wedge rod mechanism
Flexibility thanks the modular system
I.D., O.D. or jaw clamping – it‘s easy with the B-Top3 modular system. Everything fits together. With MANDO Adapt segmented mandrel, you can change to perfect I.D. clamping in less than 2 minutes. The SPANNTOP adaptation is the right partner if you have reached your holding power and accuracy limits for O.D. clamping. And all without removing the chuck!
Fast jaw change
B-Top3 basic clamping device also has its advantages: The fast jaw change with single-jaw unlocking mechanism and high repeatability is ideal for small lot sizes. Thus, in most cases machining the chuck jaw to size is unnecessary. Also the insert bushing system is configured for small lot sizes and maximum flexibility. It enables clamping devices to be conveniently adapted to your requirement: Closed with ejector, with spray nozzles, or with variable end-stop. Just the way you need it. And the innovative lubricating system ensures improved clamping force behavior of the wedge bar principle.
You have never turned like this before.
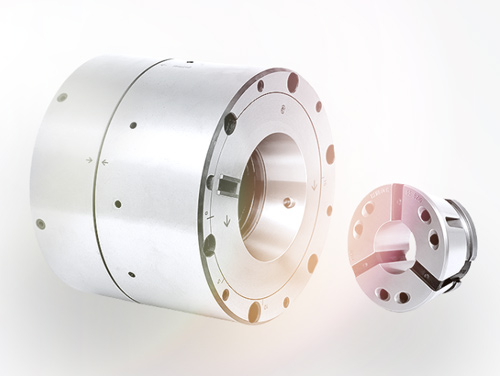
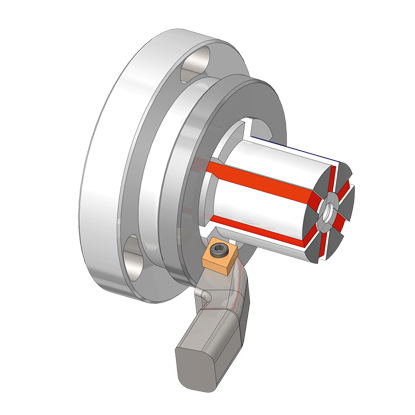
Eccentric chuck
-
Concentric and eccentric machining in a single clamping set-up
- Infinite eccentric adjustment via the c-axis
- Concentric and eccentric machining in a single clamping set-up
- Different eccentric dimensions are possible with the same chuck and clamping head
- Minimal inertia loss compared to 3-jaw chucks
- Workpiece stabilization through axial draw force applied against the workpiece end-stop
- Standard clamping heads can be used
Concentric and eccentric complete machining
Concentric and eccentric complete machining in a single clamping set-up? That’s right! With our compact chuck you can turn an eccentric position on the workpiece – in a single set-up without having to re-chuck it! Thus you save time and money.
Automatic change-over
Change-over from concentric to eccentric takes just a few seconds – it is automatic and convenient due to the setting tool in the turret and the c-axis of the machine spindle. Minimum set-up times and no machine changes whatsoever. And first and foremost: You can use your normal clamping cylinder.

Special chucks
-
- Custom solutions optimally tailored to your requirements
- Optimized manufacturing processes
- State-of-the-art manufacturing possibilities due to the latest clamping device technology
Some examples of our many clamping solutions- TOPlus / SPANNTOP chuck made of carbon fiber
- SPANNTOP 2x2 chuck
- TALEMENT chuck
- Segmented bushing chuck
- Bolt chuck
Mandrels

Mandrel MANDO
- Efficient and economical
- Extremely high clamping force even at the smallest clamping Ã
- Clamping range à 8 – 200 mm
- Large clamping range and vibration dampening due to vulcanized clamping elements
- Standard segmented clamping bushings and workpiece end-stops for machining to size available
Extremely high clamping force
Often complete machining fails for lack of an effective I.D. clamping device. In many cases the jaw chuck is a makeshift solution. However, even conventional mandrels with slotted clamping sleeves quickly reach their limits in terms of accuracy, rigidity, and opening stroke. HAINBUCH segmented mandrels use state-of-the-art clamping technology that is convincing, even in the most critical applications.
Segmented clamping bushing with extremely hard, wear resistant and rigid segments
The central element is the vulcanized segmented clamping bushing. Because conventional clamping bushings are made of spring steel and are only annealed to spring hardness, they are »soft« and they must »bend« to clamp the workpiece. HAINBUCH segmented bushings, on the other hand, are made of case-hardened chromium-nickel-steel and have segments that are extremely hard, wear resistant and rigid. All contact surfaces are completely ground in one operation guaranteeing optimum concentricity. 
Mandrel MANDO G
-
The best choice for gear cutting
- Standard segmented mandrel with slim interference contour
- Rigid radial clamping with pull-back effect
- Large clamping range and vibration dampening due to vulcanized clamping elements
- Three end-stop levels
- Integrated flushing channels

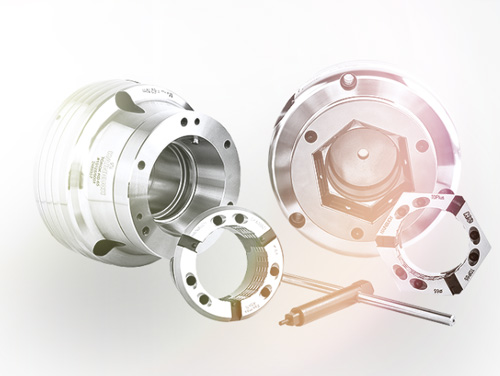
Mandrel MAXXOS
-
MAXXOS T211 is a mandrel with a hexagonal pyramid shape instead of a round taper  perfect for demanding and reliable process manufacturing. Through the hexagonal clamping pyramid, maximum transmission forces can be realized. The segmented clamping bushing with the hexagon socket sits on the clamping pyramid with an absolute positive fit, which enables maximum machining capacity with less vibration and thereby less tool wear. The lubrication, combined with its leak-tightness ensures an extremely constant production flow and therefore maximum reliability. By the way, our segmented clamping bushings offer a factory-standard run-out accuracy of = 10 µm. If you need even greater precision, there are two additional levels of run-out quality to choose from. Even a run-out accuracy of = 2 µm is possible upon request.
- MAXXOS T211
- MAXXOS T212

Micro mandel
-
The solution for clamping the smallest diameters
[5,6 –15 mm]- Optimal for grinding and gear cutting thanks to low interference contour
- Suitable for automatic loading thanks to large opening stroke
- Fast set-up thanks to self-aligning CENTREX interface

Machine specific mandrels
-
In 90 % of all cases, you will find what you are looking for with our
standard mandrels, that fit for the following brands, such as:- Biglia
- Daewoo
- Doosan
- Emco
Mandrel MANDO T211
- Mandrel pull-back / with draw bolt
Advantages- Workpiece stabilization through axial draw force applied against the workpiece end-stop
- Less expensive segmented clamping bushings and end-stops compared to MANDO T212
Mandrel MANDO T812
- Mandrel deadlength / without draw bolt for the
picking with the main spindle
Advantages- Radial clamping, no pull-back against workpiece end-stop – ideal for pick-off from the main spindle
- Clamping without draw bolt, consequently ideal for blind bores
Special mandrels
-
- Optimized manufacturing processes
- State-of-the-art manufacturing possibilities due to the latest clamping device technology
- Custom solutions optimally tailored to your requirements
- Largest clamping à realized is 620 mm
Stationary clamping devices


Manual stationary chuck MANOK
-
Small but powerful
- Easy set-up
- Sensitive manual clamping is possible
- Ideal for 5-sided machining
- Clamping is possible with workpiece end-stop or front end-stop
- Absolute versatile implementation on machining centers, measuring machines,
slotters, broaching machines, drilling machines, and laser marking machines etc. - Workpiece stabilization through axial draw force applied against the workpiece end-stop
Manual stationary chuck MANOK plus
-
Incredibly versatile
- Quick change-over to I.D. clamping or 3-jaw clamping [modular system]
- Also available in a CFRP lightweight design
- Sensitive manual clamping is possible
- Workpiece stabilization through axial draw force applied against
- the workpiece end-stop
- Ideal for 5-sided machining
Extended variant with many more clamping possibilities
MANOK plus, the extended variant of our manual MANOK stationary chuck differs through use of adaptation elements. For exampleoTssibilities are available to you in combination with the MANDO Adapt mandrel-in-chuck or the jaw module for even larger clamping diameters.
Lightweight variant
And most recent: Due to the optional lightweight CFRP design, with the MANOK plus CFK you can save half of the weight. The lightweights are easy to set-up and particularly well-suited for milling machines and machining centers with small load weights. Plus they protect machine components, which ultimately helps the machine accuracy. When loading manually or with a handling system, often the only possible solution is a lightweight stationary chuck.
Hydraulic stationary chuck HYDROK
-
Convincing in performance
- Quick change-over to I.D. clamping or 3-jaw clamping [modular system]
- Ideal for automated clamping
- Angular contour requires less space
- Multiple clamping made possible in the smallest space
- Ideal for 5-sided machining
- Clamping is possible with workpiece end-stop or front end-stop
Depending on size, combined with all adaptations
5-axis machining or rational multiple clamping – with HYDROK we offer a hydraulically actuated stationary chuck that provides even more implementation possibilities. Depending on size – you can use it with all clamping device adaptations, such as the MANDO Adapt mandrel-in-clamping device or with the jaw module. Thus in the future you can also rely completely on the intelligent HAINBUCH modular system, even for your stationary clamping device.
Multiple clamping in confined spaces
The smallest of the group: HYDROK 40 SE and 32 RD. Their modular base plates can be easily fitted together and enables multiple clamping with incredible holding forces in the most confined spaces. And with an additional tandem cylinder you can even generate the full clamping force with a weaker hydraulic unit.

InoFlex VF centric clamping vise
-
Centric compensation clamping options
- ideal for the raw parts milling machining OP10
- 4-sided clamping with compensation of the opposing jaws and 2-sided clamping possible as a stationary chuck or centric clamping vice
- ideal for clamping workpieces sensitive to deformation
- for I.D. & O.D. clamping
- high repeatability & run-out accuracy
Compensating 4-jaw clamping device InoFlex VF
Advantages- Large stroke and compensating stroke for each jaw
- Flat and compact size
- Easy handling
- Flexible implementation [4-jaw and 2-jaw clamping]

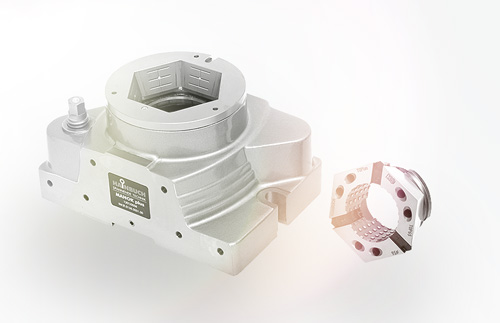
Mandrel actuating units ms dock / hs dock
-
Use MANDO and MAXXOS segmented mandrels stationary
- Mandrels can be used on machining center
- ms dock rotating for lathes without clamping cylinder
- manual / hydraulic mandrel actuation
- Ideal for 5-sided machining
- Clamping range à 8 – 200 mm
Whether lathe or machining center
Complete machining made easy: You cannot only use our MANDO and MAXXOS segmented mandrels on the lathe, you can also use them in stationary mode. Simply screw the mandrel onto the ms dock [manually actuated] or hs dock [hydraulically actuated] and you can clamp your workpiece from the inside, stationary mode. Precise, without vibration and with minimum set-up effort. The extremely wear-resistant segmented clamping bushing of case-hardened chromium-nickel-steel with the rubber between the segments, especially developed by HAINBUCH, makes it possible.
Manual actuating unit ms dock
The hand-actuated ms dock in conjunction with stationary MANDO and MAXXOS segmented mandrels is ideal for machining centers, measuring machines, radial drill presses, parallel and angle plate clamping or for clamping on dividing heads. The version ms dock rotating can be used on turning and grinding machines until RPM 1/min.
Hydraulic actuating unit hs dock
hs dock is an absolute powerhouse that enables hydraulic implementation of MANDO and MAXXOS segmented mandrels on machining centers. Media supply can be freely selected. It is actuated either from the side or via a base plate from below. Perfect when automation is involved.
Stationary clamping devices
-
Key advantages
- Custom solutions optimally tailored to your requirements
- Optimized manufacturing processes
- State-of-the-art manufacturing possibilities due to the latest clamping device technology
- Fast set-up when changing the workpiece type
Some examples of our many clamping solutions
- Horizontal stationary chuck
- Clamping lever chuck
- Clamping bridge
- Clamping pallet
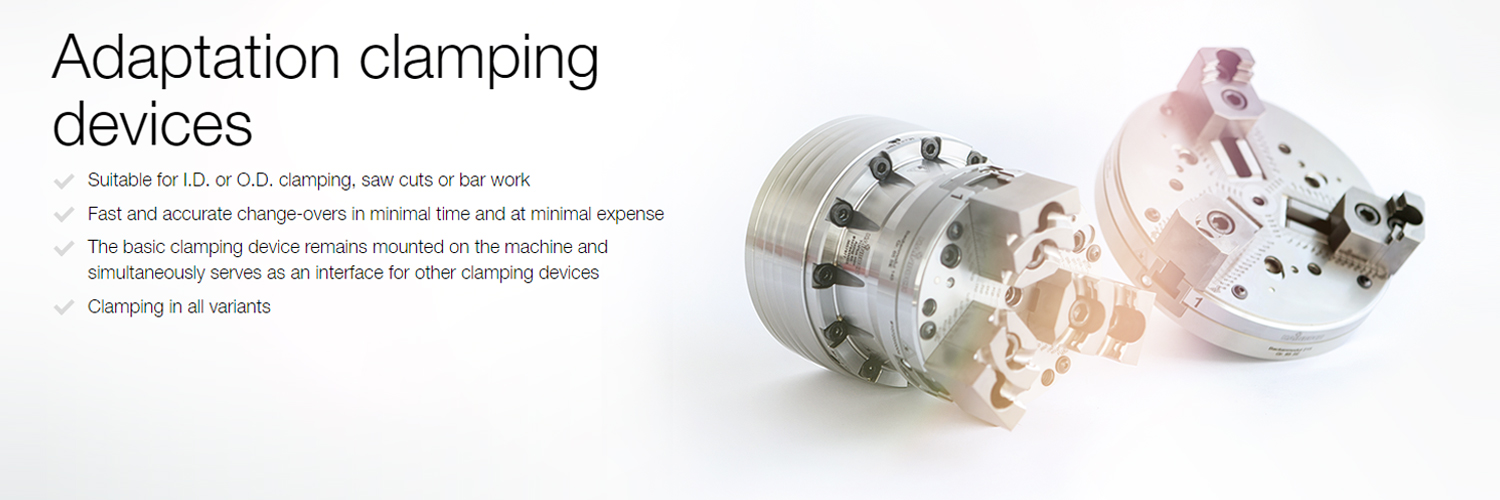
Adaptation clamping device

MANDO Adapt
-
Mandrel-in-clamping-device
- Extremely fast conversion without detachment of the basic clamping device
- [1 – 2 min.]
- Large clamping range and vibration dampening due to vulcanized clamping elements
- Standard segmented clamping bushings and workpiece end-stops for machining to size available
No problem to change-over from O.D. clamping to I.D. clamping
Change-over from O.D. clamping to perfect I.D. clamping, without changing the clamping device? No problem with MANDO Adapt: Place the mandrel in the mounted clamping device, tighten three screws, and lock the mandrel in the clamping device.
Reduce time
In this process the mandrel engages in the coupling of the clamping device via a sophisticated mechanism, where otherwise the clamping head engages. MANDO Adapt is attractive with extreme rigidity and precision.
Without adjusting
For rotating products, concentricity of 0.005 mm between chuck taper and mandrel taper can be achieved. For stationary clamping devices repeatability of 0.003 mm is possible. And best of all: This can all be accomplished without adjusting.
MANDO Adapt is available in 3 variants:- T211 – clamping with pull-back effect and with draw bolt
- T212 – clamping with pull-back effect and without draw bolt
- T812 – clamping without pull-back effect and without draw bolt
Jaw module
-
Always the right solution
- Jaw clamping with a HAINBUCH chuck or stationary chuck
- Enlarged clamping range of the basic clamping device
- Machining between the jaws is possible [milling or drilling]
- Deadlength clamping
- Optimum lubrication and insensitive to dirt through lubrication system
- New: more comfortable assembly mechanism
Always use the right clamping device
With the jaw module in our HAINBUCH modular system, you are able to always use the right clamping device. More than 80 % of the workpieces are covered with the small jaw module and for large workpieces you can change-over within 2 minutes the larger jaw module.
Basic unit is a chuck or stationary chuck
Do you need a full through-bore? Do you want to implement workpiece clamping with the pull-back effect? If so, it’s all possible! Because the basic unit, into which the jaw module is inserted, is a HAINBUCH chuck or stationary chuck. If necessary, clamping heads or mandrels may also be inserted. Therefore, you always have the right solution for your clamping situation.
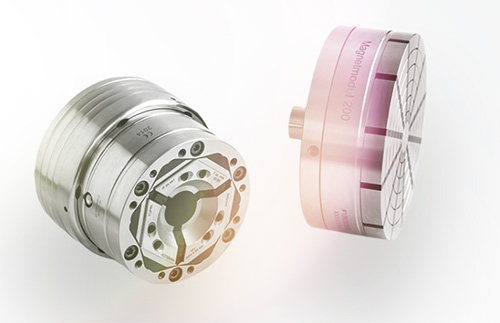
Magnet module
-
Adaptation to magnetic clamping
- End face axial clamping via neodymium magnet
- High face-run change-over accuracy
- High holding force of 140 N/cm²
- Assembly in 30 seconds without aligning
- low-maintenance, resistant to contamination
Clamp difficult or easily deformable workpieces
In daily use you are optimally equipped with the TOPlus or SPANNTOP chucks. However, there are always components that are difficult to clamp due to the contour, or that will be deformed through radial clamping. So what is required is an axial chuck, which in addition can also be set-up very fast.
Clamp axially on a neodymium magnet
The answer: HAINBUCH magnet module. With the magnet module you can clamp components axially on a neodymium magnet. The HAINBUCH magnet module is set-up in only 30 seconds. Your basic clamping device is already mounted. You exchange the clamping head that is included in the scope of delivery. When clamping, the magnetic clamping device is pulled onto the flat contact area of your basic clamping device.
Planar change-over accuracy of 2 μm
If, after initial installation, the magnet module is planed flat and the install position is marked, a planar change-over accuracy of 2 μm can be achieved. The workpiece itself is clamped by hand on the magnet.

Face Driver Adaption
-
Machining a workpiece over its entire length
- Spring-loaded center
- Hard metal face driver
- Assembly in 1 minute without aligning
No re-clamping
It is useful, when you can machine a workpiece over its entire length. It is even more practical, if in addition the re-clamping can be omitted. Firstly, this increases concentric precision, secondly, geometric tolerances are »stabilized«, and thirdly, our face driver adaption is also assembled 1-2-3. Simply insert it in the clamping device, tighten the three screws, and that’s it! Our CENTREX interface ensures perfect concentricity.
Morse Taper Adaption
-
- Adaptation possibility via morse taper
- Assembly in 1 minute without alignment
- Self-centering of the adaptation in the chuck ≤ 0,003 mm
Supplement for modular system
The morse taper adaptation is a great supplement for the HAINBUCH modular system. Whether face driver, fixed center, a manually activated mandrel, or even tools – with this adaptation you insert anything that you can adapt into the morse taper connection.
Extending your chuck within seconds
Therefore, you have the possibility of extending your chuck with many additional functions within seconds. This is made possible by the CENTREX quick change-over interface integrated in the adaptation. This means that assembly does not require alignment. Also it is executed with a change-over accuracy of < 0.003 mm at the interface.
Clamping elements
Clamping heads

Clamping head SE with hexagonal clamping geometry
-
With our hexagonal clamping heads you get up to 25 % more clamping force and
higher output with the same clamping cylinder actuating force that is used to
actuate our SPANNTOP chucks. The pyramid arrangement of glide surfaces makes it
possible. In addition the hexagonal geometry ensures that TOPlus is more
resistant to contamination than former clamping head / chuck systems.
Therefore, TOPlus is even better suited for raw material, cast and forged parts, as well as fine-particle non-ferrous metals such as brass. With a concentric precision of ≤ 0.015 mm!

Clamping head RD with round clamping geometry
-
This development represents more than 30 years of SPANNTOP experience. It
exploits all the advantages of the latest machine tools. This clamping head is
not only extremely powerful, it is also convincing through simple handling. With
the changing fixture you set up in no time.
The combination of steel and rubber, specially developed by HAINBUCH, in conjunction with a vulcanization that has been perfected over decades, is designed for maximum speed and holding force – with optimal concentricity, and incredible rigidity and service life.

Clamping heads with special profiles
-
Do your workpieces include frequently recurring profiles? In these cases we
manufacture special profile clamping heads for you. We are also flexible in
regards to the type and execution of the vulcanization. Thus, it is possible to
have vulcanization run along the bore. For critical components, this is most
effective to seal the clamping device.
Advantages
Segmented clamping bushings
Segmented clamping bushings
-
Round clamping geometry
- Parallel clamping over the entire clamping length
- Vibration dampening through rigid steel segments
- Large clamping ranges due to elastic vulcanization between the segments
Hexagonal clamping geometry- Concentric precision ≤ 0.007 mm possible
- Unique rigidity due to pyramid shape
- Resistant to contamination due to spacious layout of the clamping segments
- Active torsional safety
- Longer maintenance intervals
Segmented clamping bushings RD
Made of case-hardened chromium-nickel-steel [60 HRC], highly elastic, vibration dampening and with a large opening stroke for easy loading of workpieces.
Advantages- Highest concentricity because segments are ground in one clamping process
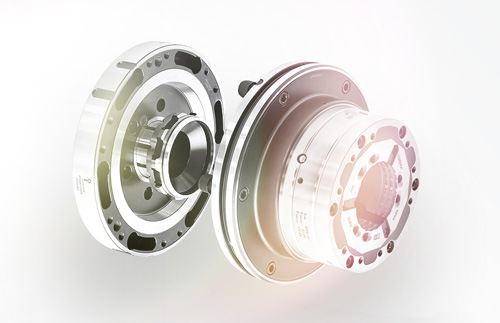
IQ chuck and IQ mandrel
IQ chuck and IQ mandrel
-
Clamping devices with integrated,
intelligent measuring technologyChucks and mandrels with IQ manage the monitoring of pr oduction and enable improved work flow. With IQ chucks and mandrels the transformation to Industry 4.0, digitalization, and IoT is quite simple.
Integrated sensor technology enables many dif ferent measurements and monitoring possibilities. The measured data is relayed via contactless transmission of data and energy dir ectly to the machine controller where it is analyzed. The contr oller executes a setpoint comparison. If ther e are deviations, a message is output or a corr ection is initiated.
Long-term control is possible with the data obtained thr ough »condition monitoring«. Thus, traceability as stipulated in DIN EN 1550 is ensured.
Quick change-over systems
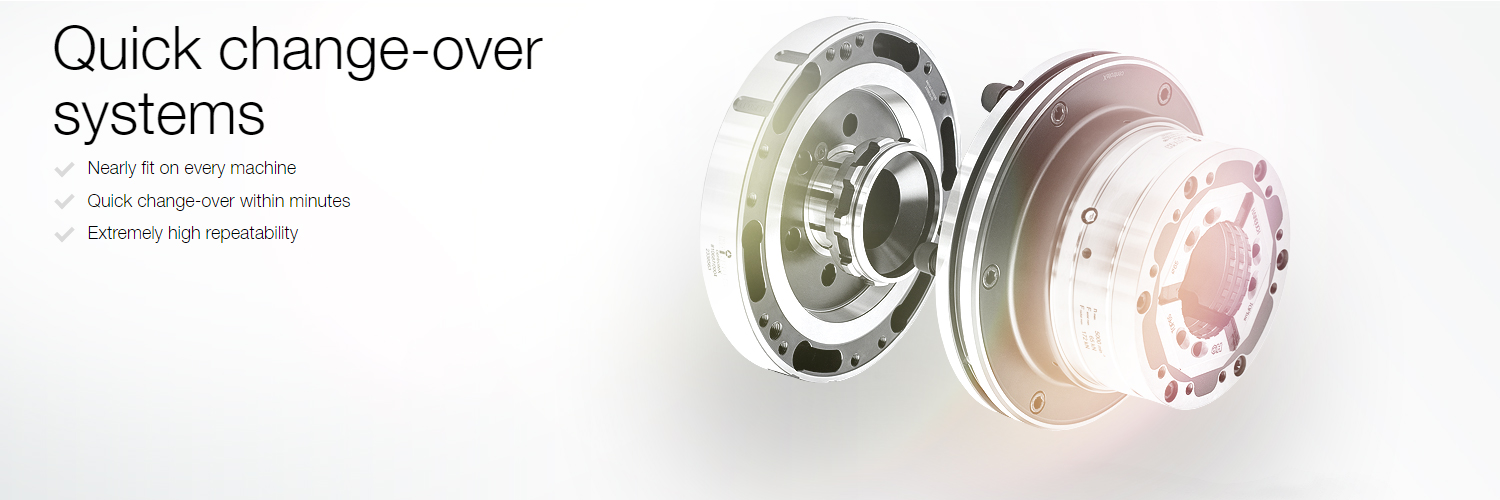
centroteX / capteX interface
-
High speed clamping device change-over
Is it practical that the HAINBUCH quick change-over systems fit on every machine? It's even better; you can change the clamping device in just 20 seconds and thus earn money more quickly. With the fast set-up devices, capteX and centroteX, you can manufacture as the job flow and the proper workholding on the machine in a matter of minutes. Considering the change-over accuracy is as much as
Optimize production
However our two high-speed solutions have even more to offer: Your machine downtime times are shortened, production times increase accordingly, and the quick change-over systems also pay for themselves quickly. Sensational savings on the entire line.
Quality Features
The difference to clamping solutions mounted on the machine? There is virtually no difference! In terms of quality, rigidity and precision, the quick change-over interfaces easily keep up.
Get the quick change-over competitive advantages.
Key advantages- Interface between machine and clamping device
- Dramatic reduction in clamping device change-over times thanks to a quick-acting closure mechanism [5 minutes with a crane and a few seconds by hand]
- No compromises in the selection of clamping devices
- Change-over accuracy between machine adapter and clamping device adapter
- Job-oriented manufacturing

centroteX S - the mini version
-
Standardized quick change-over interface for small spindles
- Clamping device change-over in less than one minute
- Only one radial locking screw
- Suitable for spindle nose A2-5, A2-6, AP140, and AP170
- Repeatability to ≤ 0.002 mm on the interface – without having t o align
- Ergonomic handling
- Resistant to contamination

centroteX M
-
Standardized more favorable quick change-over interface with extensive clamping
device assortment
- Clamping device actuation: power
- Locking: axial
- Max. clamping device Ã: 260 mm
- Ã Capacity: depends upon spindle
- Max. RPM: determined by clamping device
- Change-over time: approx. 5 minutes
Advantages- In stock
- Large selection of standard clamping devices
- Bayonet coupling
centroteX special
-
Quick change-over interface adaptation customized to your machine
- Clamping device actuation: power or fluid
- Locking: axial
- Max. clamping device Ã: 500 mm
- Ã Capacity: depends upon spindle
- Max. RPM: determined by clamping device
- Change-over time: approx. 5 minutes
Advantages- Quick change-over also of clamping devices with à > 300 mm
- Bayonet coupling
mandoteX
-
Standardized quick change-over interface especially for mandrels MANDO T211 /
212 size XXS - 4 and MAXXOS T211
- Clamping device actuation: power
- Locking: axial
- Max. clamping device Ã: 139 mm
- Ã Capacity: none
- Max. RPM: determined by mandrel
- Change-over time: approx. 1 minute
Advantages- In stock
- Large selection of standard clamping devices
- Bayonet coupling

Handling Line
-
Easy storage, transport and set-up of clamping devices
- Clamping devices are protected thanks to clean storage
- Clamping devices are always ready for the next task
- Flexible use on different machines
- Enables set-up even without a gantry crane

CENTREX duo
-
Centering unit for reliable processes
- Centering element for high-precision positioning of two components
- Extremely high repeatability [≤ 0.003 mm]
- Impervious to contamination and chips
- Can be flexibly integrated into your own designs, even in the smallest installation space
- Installed in thousands of designs
- Simple handling
Testing and measuring technology

Testing and measuring technology
-
Check the clamping force
A regular check of clamping force is vital for a safe, precise, and productive process. Do you manufacture at the highest possible metal removal rates? Perhaps your clamping device can do more than you think! Those who face tough competition can no longer afford to manufacture with »theoretical clamping forces«. Nevertheless the DIN EN 1550 requires that static clamping force measurement must be performed by the manufacturer at regular intervals.
Modular measuring system
The TESTit clamping force gauge measures and records the clamping force for O.D. clamping and I.D. clamping and even the draw-in force of hollow tapered shank locations. TESTit consists of two parts: The basic unit, which is the IT module, and the measuring units, which are the TEST modules. You only need the IT module once – regardless of whether you want to measure the clamping force at O.D. clamping or I.D. clamping or the draw-in force. It is so-to-speak the basis. Depending on the measurement application, there are different TEST modules that you can easily connect to the IT module via plug & play. Even special design TEST modules fit on the IT module. All aspects have been carefully considered ! With TESTit you do not leave clamping force and draw-in force up to chance; you do prevent workpiece deformation and reduce scrap.
With TESTit you are on the safe side!
IQ chuck and IQ mandre
IQ chuck and IQ mandre
-
Chucks and mandrels with IQ manage the monitoring of pr oduction and enable improved work flow. With IQ chucks and mandrels the transformation to Industry 4.0, digitalization, and IoT is quite simple.
Integrated sensor technology enables many dif ferent measurements and monitoring possibilities. The measured data is relayed via contactless transmission of data and energy dir ectly to the machine controller where it is analyzed. The contr oller executes a setpoint comparison. If ther e are deviations, a message is output or a corr ection is initiated.
Long-term control is possible with the data obtained thr ough »condition monitoring«. Thus, traceability as stipulated in DIN EN 1550 is ensured.
Equipment for Multi Spindle

Multi spindle

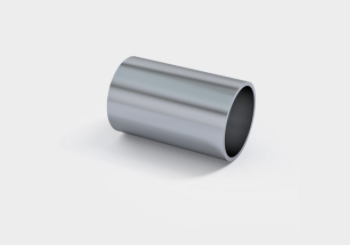
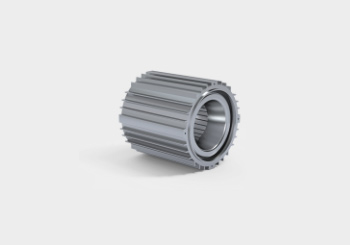
SPANNTOP system
-
In terms of functionality, flexibility and user friendly set-up of multi
spindles, our SPANNTOP system is just the right partner.
The system consists of an elastic clamping part, the clamping head, a rigid pipe part and the basic body. Both parts are coupled together to form a single unit that has the outer contour of a conventional clamping collet. Installation in the spindle nose is easy.
Advantages- Easy clamping head change-over from the front
- Long lifespan through case-hardened steel
- Typical HAINBUCH features, such as parallel clamping, optimal power conversion, extreme stiffness and high holding power, as well as minimal wear and tear

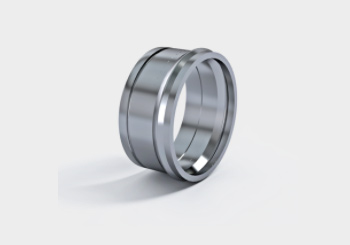
RS feedfingers
-
HAINBUCH feedfingers have set standards with their adjustable thrust force. The
tasks and requirements are diverse: various materials, high RPM, feed speeds and
process reliability.
The inner collet is screwed into the outer sleeve with a special wrench. A marking ring on the inner collet in conjunction with a scale on the outer sleeve provides reference values of the level of thrust force.
Advantages- Adjustable thrust force, thus reduced abrasion and wear and tear
- Significantly reduced marking on bar material
- Multi-slot inner collet fits on the bar, thereby resulting in minimal wear
- Inner collet can be adjusted multiple times, resulting in a longer lifespan
Workpieces
-
Machining of complex workpieces?
No problem! We have the right solution for you.
Here is a selection of workpieces we have already clamped successfully! 
Axle Housing

CV Joint
Electronic housing

Trailer hitch

Drilling tool

Brake Disc
Electric motor housing

Electronic housing

Impeller
Housing ring

Hip joint

Hip shaft

Injector

Bevel gear

Piston

Bal cage

Bell bearing housing

Inner race

Ball pin

Camshaft

Camshaft bushing

Eyepiece

Pump housing

Pinion shaft

Milling tool

Switch cam

Jewelery ring

Seat slide bracket

Sun shaft
Turbine wheel

Watch housing

Compressor wheel

Spinat implant

Gear

Cylinder liner

Sliding sleeve