igm Robotersysteme

Videos
Loading the player ...
- Offer Profile
- As member of Global Welding Technologies, igm Robotersysteme AG looks back on a more than 50 years’ history as a leading company in welding automation.
Since the 1980’s igm puts in its profound experience in designing, manufacturing and supplying of sensor controlled welding and cutting robot systems. Besides efficient overall solutions, also the development of individual customer related systems is done. More than 4000 robots systems are operating in industrial sectors worldwide.As member of Global Welding Technologies, igm Robotersysteme AG looks back on a more than 50 years’ history as a leading company in welding automation. Since the 1980’s igm puts in its profound experience in designing, manufacturing and supplying of sensor controlled welding and cutting robot systems.
Besides efficient overall solutions, also the development of individual customer related systems is done. More than 4000 robots systems are operating in industrial sectors worldwide.
Product Portfolio
Welding Robot Systems


ROBOT SERIES RTE 400
- More than 40 years experience in the development of welding robots and planning of production plants appear in a extensive range of system modules. The main module is the igm robot series RTE 400.
Benefits, typical for igm robots:- Outstanding programming techniques with both the K6 programming teach pendant and the offline teaching system.
- Large work zone and perfect welding access to seam positions due to an optimal axes geometry and mounting of the welding torch in the wrist axis, implemented as a hollow shaft.
- All cables are inside the robot arms using hollow shafts.
The particular features of the RTE 400 modular robot system are the extremely slim robotic arms, optimized for weight and rigidity. For axes 2 and 4 there are available different lengths, the right range of movement can be selected for any application.
The highly dynamic, maintenance-free AC servo motors and outstanding characteristics of the joint construction of rigid cast aluminium guarantee a high rotational speed and quick acceleration on all axes. The motors are equipped with holding brakes, there is no need for calibration after turning the robot off. The drive forces are transmitted by maintenance-free Cyclo gearboxes. Their use permits not only rapid positioning and high-precision path accuracy, but also keeps the number of parts used – and thus the number of replacement parts needed – low.
ARC WELDING IN HIGH PRECISION
The robots are designed specifically for arc welding: one unique feature is that all the media needed for welding are directed first through the main axis and then through the hollow shaft into the wrist axis, allowing the welding torch to complete two full turns. The result is a significant advantage in terms of accessibility to tight work pieces and in circular seams.
Perfection of arc means that the robots are working with 6, 7 or 8 rotary axis in a solid aluminium cast construction, mounted either upright or in suspended position.
AXIS ARRANGEMENT
Not only the drive media of the robot run through axis 1 in the RTE robot system, but also the welding media such as the cooling hoses, gas hoses, cable conduit hoses and water cooled cable for the welding current connection, as well as the control cable for the wire feed.
To keep the robot and the welding equipment slim at the base, the wire feed is integrated into axis 1 and protected from environmental influences with a cover.
An additional axis is provided for any application that requires a special range of motion – the rotating base. This is entirely integrated into the kinematic chain of the robot control system and, together with axis 1, permits an enormously expanded sphere of motion. The maximum work zone radius of 5200 mm can be extended as needed with the external rotation and linear axes.
RTE 400 – ROBOT TYPES:- 6-axes-welding robot, RTE 456, 476, 496
- 7-axes-welding robot, RTE 477, 497
- 7-axes-welding robot, RTE 459, 479, 499
- 8-axes-welding robot, RTE 478, 498
MULTIPURPOSE IGM ROBOTS
Welding, cutting, bevelling and more – multitasking by igm.
igm robots can do everything: Beside of welding they are also able to cut, bevel, move, pre-heat and more. In this case only the tools need to be exchanged. A real multitasking robot!
Examples for multipurpose-application- igm robot pick and place welding assembling
- igm smart fabrication


ROBOT CONTROL RCE + K6
- CONCEPT OF RCE CONTROL SYSTEM
The control system is a fully digital controlled system. This means there are only digital signal processors (DSP) involved in the entire control system and not any analogue electronic component. All the components of the control system (such as control cabinet, welding power source, each axis and the teach pendant) are linked by a digital bus system.
A FULL DIGITAL ROBOT CONTROL SYSTEM BRINGS THE FOLLOWING ADVANTAGES:- No influence by any environmental disturbance like inductive fields of welding cables
- Quickest response time by fastest bus connection > smooth motion of robot
- Absolute reproducibility of welding result > highest consistency in welding quality
- Easy diagnosis possibilities of the entire robot control system > less skills and no special instruments for diagnosis are necessary
By using modular drive technology and standard PC components a high reliability is guaranteed and the ability to remain constantly at the cutting edge of technology.
Due to the used standard PC components, diagnosis and exchange of components are easy possible also by the customer's engineers.
The complete control system for up to 8 robot axes and all external NC axes is included in a compact control cabinet connected to the robot, the teach pendant, the operating cassette, the external axes, and the power source by cables, pluggable on both sides.
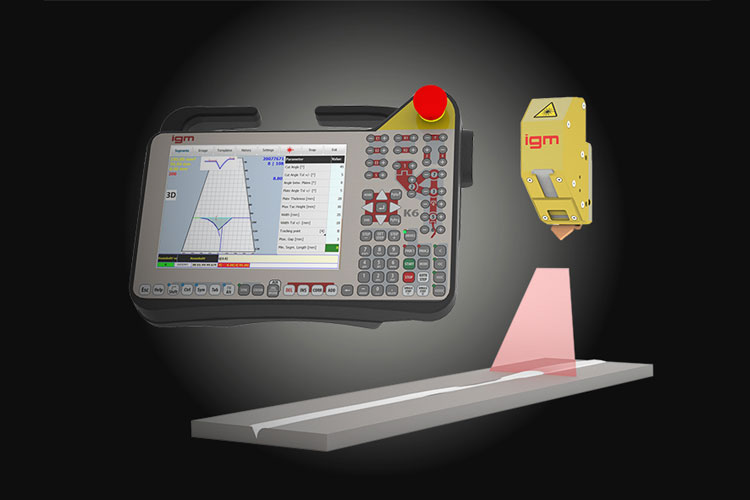
IGM TEACH PENDANT K6
As a key element of the RCE control system, the unique teach pendant K6 assembles all the control functions of the RCE control system. No additional keyboard is necessary.
The industrial design award winning lightweight teach pendant is made out of a high resistant plastic mould and a keyboard panel at topside with an embedded LCD touch screen. The sensible buttons are palpable to enable the operator to touch and feel each button even with working gloves on, compared to a touch screen display. The revolutionary and widely favoured shape of the teach pendant allows a right hand and left operation as well as many other holding positions.
A clear and simple display of each axis button allows the operator a distinctive movement of each axis without pushing the wrong axis button my mistake. A courser block offers easy navigation in the RCE software menus and replaces any necessary mouse.
The control PC uses Windows 10 embedded and Linux embedded. The transfer of process data relevant to security takes place with Saftey over EtherCAT (FSoE).
CHARACTERISTICS OF THE K6 TEACH PENDANT- Teach pendant with 8.4“ touch screen
- integrated USB connection
- up to 32 interpolated axes and 4 global axes
- Windows 10 embedded and Linux embedded
- Engine & DSL (Encoder) connection with a single cable
- All servos within one control cabinet Ethernet (K6) and EtherCAT (drive & periphery)
- iRIO igm Robot In-/Output board via EtherCAT
- Safety over EtherCAT (FSoE)

SOFTWARE PRODUCTS FOR IGM WELDING ROBOTS
- Robonet: Network operation and remote access
- ISDES embedded: Weld seam and operating data acquisition system
- Smartstep: Generating robot programs
- iPAT: manipulation and the assembling of robot programs
- i4i: Visualisation of system status
ROBONET
igm software for network operation and remote access from an arbitrary PC to the robot control- Transfer of data to one or more machines
- Remote monitoring of welding and operating data
- Teach pendant display can be viewed on your notebook or PC
ISDES EMBEDDED
ISDES EMBEDDED is a weld seam and operating data acquisition system for monitoring, documentation and quality assurance of welding processes, as well as for the evaluation of operating data at partially, or fully automated welding robot systems. The ISDES integrated on the control system offers the possibility to record, monitor and evaluate the parameters decisive for the quality as well as the operationally relevant data.
isdes embedded functions- directly integrated into the controller > parameterization on the teach pendant
- saved iSDES data can be further processed in Excel
- data processing can be performed on the PC by the user
- automatic allocation of the welding data to the program step
- external sensors integrated into the control cabinet
SMARTSTEP
Smartstep is a software product for igm robot controls which generates interactive step programs with templates via program assembling.
Time and costs for the development of robot programs are essentially important, especially with small batch sizes. Smartstep offers an easy alternative for the assembly of previously created program parts which are prepared and saved in the library. It allows to built an executable robot program with an interactive input window.
Smartstep is mainly used for programming workpieces with a limited amount of repetitive seams.
IPAT (IGM PROGRAM ASSEMBLY TOOL)
iPAT (igm Program Assembly Tool) is a very powerful tool which can be used for offline manipulation and the assembling of step programs (template programs). iPAT allows to enter numerically values related to work piece length- and position changes.
The goal of iPAT is to chain template programs after each other to a target program. In doing so, certain step ranges are taken from a template program, will be shifted on the robot or the tracks and will be copied together to a target program by means of a simple input dialog. iPAT can also be used for shifts within one single step program.
I4I VISUALISATION SOFTWARE
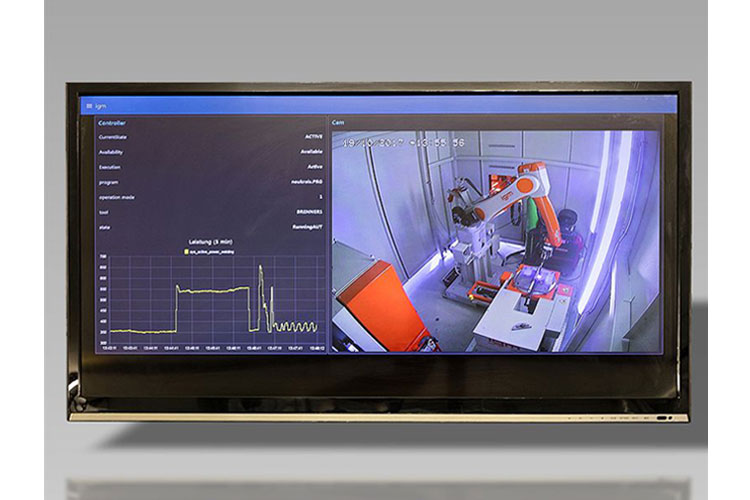
i4i provides a variety of different visualisations and reports of the status of a robot cell. With a PLC interface, it is easy to connect it to the machine. Additionally it allows the integration of various devices such as PC, tablet or smartphone. All robot stations with their status concerning actual runtime and remaining runtime as well as the current program could be shown at a glance.
Furthermore, a live display of each robot cell together with their status reports can be visualized. The work piece tracking tool shows the development of the work piece with all processing steps including its emergency strategies. For the conclusive analysis of the manufacturing process, the SQL data base provides various evaluation possibilities. For example, the availability of the machine and its probability of error as well as the productivity per shift / period of time can be calculated. The user interface is set up during the commissioning of the robot cell and is individually adjusted on the users needs while maintaining all standard functions.
IGM OFFLINE PROGRAMMING SYSTEM FOR WELDING ROBOTS
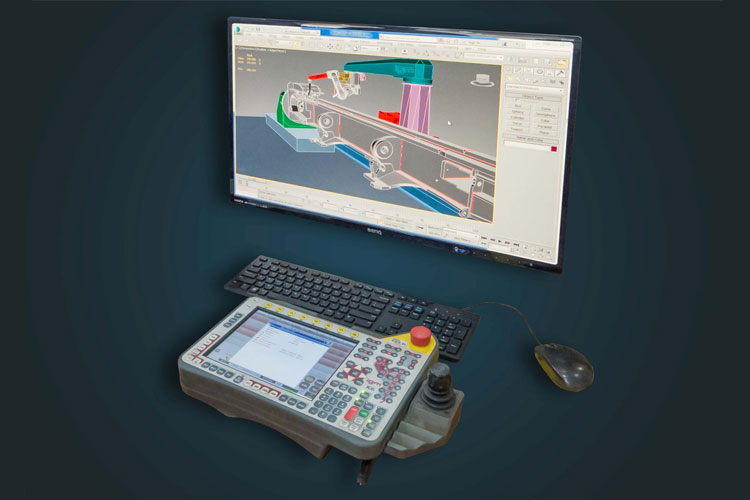
- Operational availability of the robot installation for production is increased by using an off-line system for generating robot programs. While saving time, programs may be prepared more conveniently in an office environment and simulation test runs (accessibility, computation of cycle time) may be performed. Collisions of the robot with the workpiece or fixtures may be detected at an early stage.
OFFLINE PROGRAMMING - ONLINE WORKING
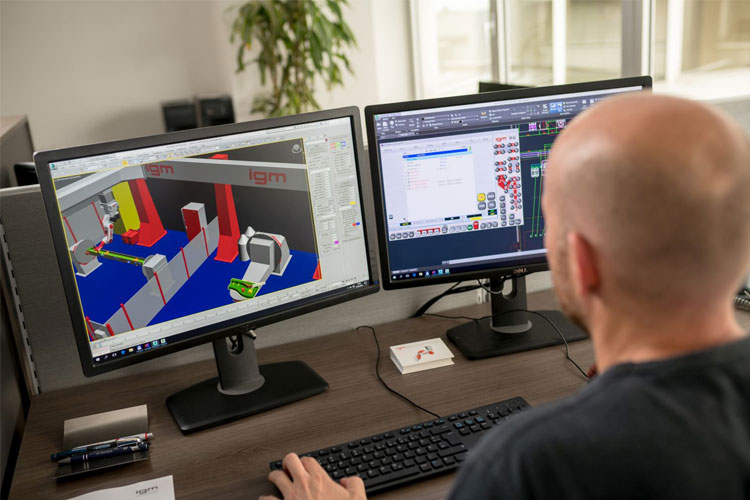
Simple robot programming is available through the self developed PC-based off-line programming system, using the original software of the robot control system and the teach pendant K6.
Offline programming involves work piece oriented programming in 3D mode using a PC and simulation software. The workpiece is first imported into the programming system as 3D-CAD geometry, then the movements of the robot are determined. For path generation and definition of the processing parameters, a number of automatic functions as well as data bases stored in the control system are available.
It is a simple system identical to that for programming the robot system on the factory floor, but with a significant advantage: When the teach pendant K6 is employed, an identical software is used for all calculations. This means that conversions of machine parameters or robot programmes of any kind are unnecessary. All program changes of the system can be processed using the offline system without any conversion losses.
SPECIAL FEATURES:- Seam Creator – automatically generation of welding seams by simple clicking on the both surfaces
- Intermediate Points – generation of intermediate points for smooth torch movement
- Search Drives – automatically search drives for the generation of intermediate jogging movements
- iCAM offline – template creation with virtual camera




IGM SENSOR SYSTEMS
- IGM GAS NOZZLE SEARCHING - TACTILE SENSOR FOR POSITION DETECTION
This tactile sensor is used to determine the workpiece position or its components and individual parts by gauging the surface of the workpiece. In each case, the successional part of the program is shifted according to determined deviations.
Sensor shifting may be applied for correction of an arbitrary amount of individual points, entire sections of a welding program or entire programs. Combination with arc seam sensing is feasible. The control system supports shifting, rotating, and tilting of a program, depending on position change.
The gas nozzle itself is used as a sensor. This makes it possible - even on complicated workpieces and in confined spaces - to perform the required search steps on the reference surfaces of the workpiece, by which the position of the weld seams is determined. As soon as the gas nozzle gets into contact with the work piece, it is discharged and the robot stops immediately. This discharge is recorded on-line by the respective sensor board in the control cabinet and subsequently the robot moves to the next searching drive.
ARC SEAM SENSING - PRECISION WELDING OF FILLET AND V-SEAMS
During the welding process arc seam sensing is used to compensate for positional tolerances of the welding seam.
By means of a special software and specifically designed hardware, the "actual" seam position of fillets and V-shaped joints is computed by processing data measured, while arc weaving gives a corresponding shift of the original programmed point(s) to the true seam position. This arc seam sensing technique can be used with a complete range of welding transfers such as short arc, spray arc and pulsed arc welding - using single or Tandem applications. The welding torch then follows the path of the seam joint exactly.
This process can be advantageous in combination with gas nozzle sensing. There, the starting point of each welding seam is detected by the sensor and the arc is ignited at the correct position with the desired stick-out.
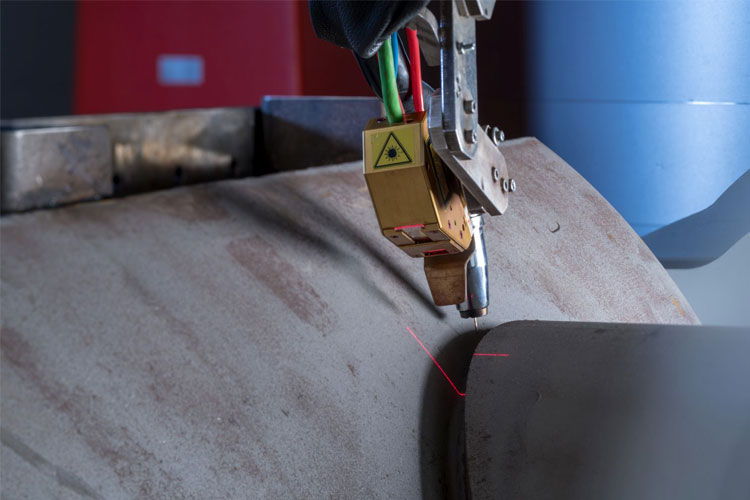
IGM LASER CAMERA ICAM
In order to enable the robot to find always the right direction, extremely effective, compact laser cameras are used. They are designed for tracking different welding seam types, for identifying and measuring detected gaps, and for online compensation of volumes variations.
The camera design is based on synchronized laser scan technology, featuring high speed stability, large and programmable workspace, deep visual range, and robustness regarding ambient light and reflections. Impassivity against high frequencies and magnetic fields makes it an ideal device for many industrial processes under rough conditions.
The igm laser camera iCAM is mounted on the wrist axis of the robot. It measures the position and volume of the weld groove online and adjusts the robot movement and the welding parameters accordingly. For the application with welding in narrow workpiece ranges, the camera can be automatically deposited and readopted during the welding program. This laser camera iCAM, developed by igm, offers as an outstanding feature the complete integration into the robot control. Thus programming is done with the igm teach pendant K6 without the need for an additional PC. The user benefits from the wide range of languages, European as well as Asian ones, being supported by the robot software. By means of the logging function, the whole joint geometry can be displayed, indicating gaps and volumes. A live view of the measuring field is given by grey scale value image.
IGM LASER SENSOR ILS-C
The igm laser sensor iLS-C is useful for applications when edges or gaps must be searched for. The sensor is conceived to detect deviations between the actual work piece position and its original position. Shifting is computed in parallel as well as in 3D mode, effectively compensating height and width deviations.
Compared with conventional tactile sensors, this laser sensor reduces non-productive times essentially by using high searching speeds and detecting height and lateral position during a single search path simultaneously. The well-designed teach pendant supports easy programming; special knowledge regarding processing algorithms is not required.
iLS-C shall typically be applied in those cases when tactile sensing is not possible due to sheet thicknesses and / or accessibility.
Detection is initiated by moving the sensor with the robot torch across the seam to be searched for. Always the entire search sequence is performed and then the image is analyzed. Thus interference such as peaks, freak values (mirror effects) or parasitic objects (spatter formation and debris) may be identified and filtered out. The seam type to be searched for must be assigned to the search sequence. The sensor computes the detected point's absolute position according to certain robot parameters and transmits the data to the robot control system.



ROBOT-/ WORKPIECE PERIPHERY AND PORTAL SYSTEMS
- IGM ROBOT PERIPHERY
The robot is mounted on the robot periphery in an upright or suspended position. The external axes of the track systems are fully integrated in the control system as NC axes, significantly extending the working area of the robot.
A variety of different rotating and linear units are available, either as single axes or combined with up to three positioning units. It is also possible that several robots share a track axis. The positioning range of a longitudinal axis is up to 100 m and more.
IGM WORKPIECE PERIPHERY
The workpiece periphery holds, positions, and moves workpieces. The external axes are fully integrated in the control systems as NC axes and, in addition, feature manual control functionality. External axes may be included in workpiece manipulation during execution of welding steps. Using the teach pendant, they are programmed together with the robot axes.
A variety of different rotary modules is available, as a single axis or combined with up to three axes with a load capacity of up to 25.000 kg and more.
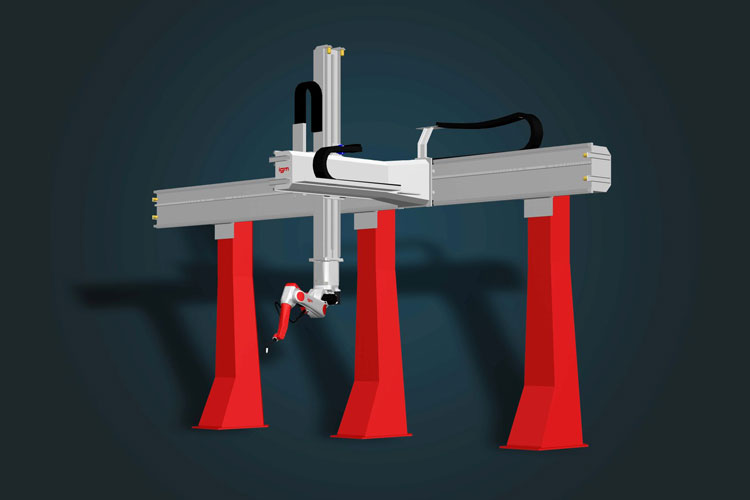
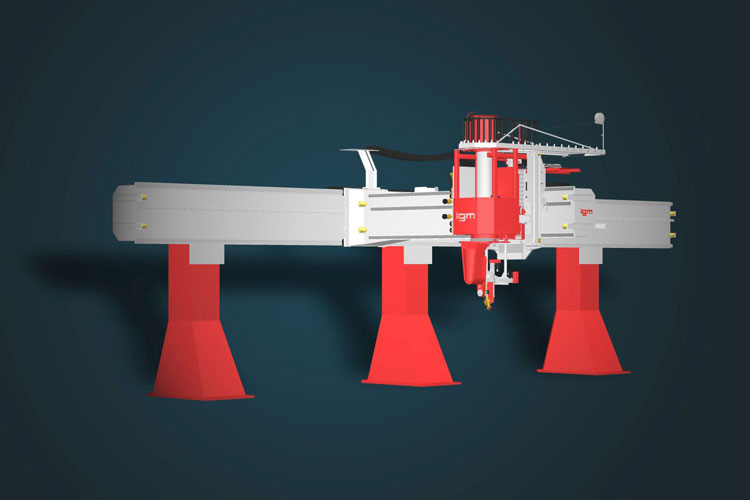
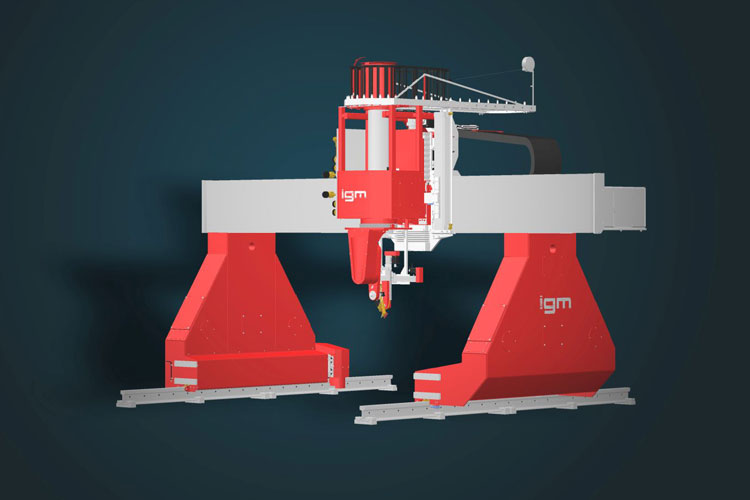
IGM PORTAL SYSTEMS
igm offers portal gantry systems for welding large-scale components, customized for individual applications. Portal gantry systems range from a track gauge of 3 to 25 m with vertical tracks of up to 6 m stroke.
One or two robots may be mounted on a portal; since the portal axis is controlled by the robot control system, it may also be used for positioning during execution of a welding step.
The standard portal design includes a double-sided rack drive with AC servo motors, stable wheel house with integrated edge guide control on massive rails, moving control cabinet, power source, and a control desk, if requested.




IGM COMPACT SYSTEMS
- The igm compact systems are optimized for arc welding applications in all mechanical aspects as well as the control hardware and software. In this combination of work piece and robot peripherals, the entire system is kept compact, since the robot changes workstations simply by pivoting the rotary arm or - in other configurations - the work station cahnes is performed by a rotary table.
The drive is axis-controlled and provided by an AC servo motor with a special gear box and a built-in digital encoder. The turning fixture is perfect for use as an external robot axis. Work piece movement is completely integrated in the robot control system and permits synchronized movement of the work piece during the welding sequence. The programming takes place simple via the teach pendant K6. All necessary control components for manual and automatic operation are integrated in the system.
EXAMPLES FOR IGM COMPACT SYSTEMS AND COMPLETE WELDING CELLS- igm compact systems, type RSX 501, 502, 1001, 1002
- igm compact systems, type RRMK 602, 1002
- igm compact systems, type RRMK/RP2 1002
- igm welding cell, type P2W-10
- igm welding cell, type P2W-20

IGM COMPLETE SYSTEMS – PRODUCTION LINES
- FMS - FLEXIBLE MANUFACTURING SYSTEM – CUSTOMISED BY IGM FOR YOUR PURPOSE
For special applications, igm produces customized welding systems fulfilling your individual requirements. The applications successfully installed range from gas bottles machines, flexible manufacturing cells to complete production lines.
CUSTOMISED ROBOT SYSTEMS:
In these flexible systems more than just the welding technology is required: loading, conveying, stretching, bending, cutting, measuring, manipulating, editing, storing, unloading, controlling.
Complex manufacturing tasks require flexible solutions. Since many years igm is experienced in engineering and realisation of full automatic manufacturing lines for various piece parts. For additional production requirements we provide handling devices, we develop special purpose machines and take care of your whole project as a main contractor, from order placing up to final commissioning .
BASIC CONCEPTS OF FLEXIBLE MANUFACTURING LINES:- FMS for a single work piece type and a single robot cell
- FMS for several work piece types and a single robot cell
- FMS for a single work piece type and several robot cells
- FMS for several work piece types and several robot cells
COMPONENTS OF MANUFACTURING LINES- Loading- / unloading stations
- Roller conveyors
- Conveyor carriage
- Buffer stations
- Storage places
- Line control
The whole fabrication line including the robot cells is controlled by one single host computer. Graphic information on the display makes operation and monitoring easy.
Work pieces of totally different shapes and dimensions are handled by specially designed pallets. The innner side of these pallets is designed to clamp the piece parts while the vertical outer side represents the patente clamping device on the positioner's face plate. A built-in sensor monitors the correct clamping.
The conveyor carriage with a satellite carriage and a scissor-table conveys the parts to the robot station, where they are clamped automatically. In each feeding-station the main conveyor is pneumatically indexed with the aim to assure a correct position in relation to the rails of the satellite carriage.

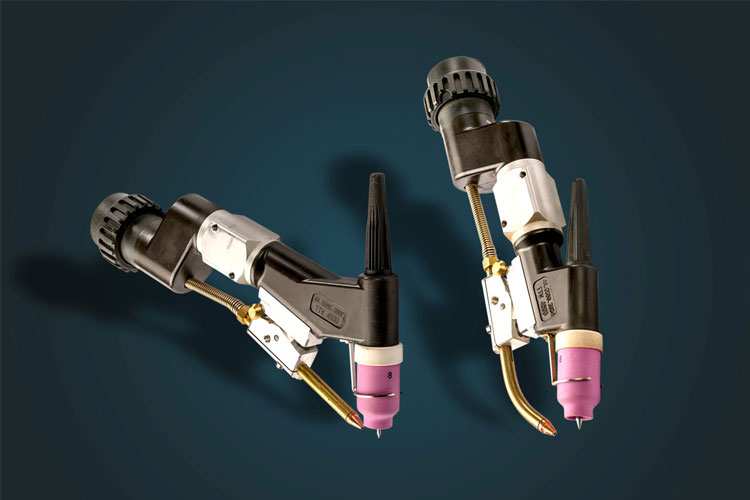


IGM WELDING TORCHES AND TORCH EXCHANGE SYSTEM
- The welding torches are designed for use on robots for high-performance welding under harsh conditions. The slim design, together with the swan’s neck shape, permits the best accessibility even in narrow parts of the work piece. All welding torches provided as standard for igm robots have a particularly stable design with intensive water cooling and a quick-release coupling. They are also configured for pneumatic torch cleaning with compressed air at least 7 bar and for the use of the gas nozzle as a tactile sensor for program shifts.
The arrangement of the contact tube in connection with the torch curvature ensures the forced contact of the welding wire. This ensures a uniform and constant current transition to the wire electrode under all conditions and wear conditions.
Direct water cooling of the gas nozzle reduces the adhesion of weld spatter. The cooling water is routed through its own channels in the torch body up to the contact pipe, and from there through the nozzle stock to the gas nozzle.
IGM TORCH EXCHANGE SYSTEM
By means of this torch exchange systems the robot can automatically be equipped with torches of various geometries. This functionality is program controlled and can be applied wherever appropriate and needed. The torches to be used can be of different length or special shape, designed for better accessibility to narrow areas.
In any case the welding media are lead through the hollow shaft in the robot’s wrist joint offering the large working envelope and the outstanding performance of the robot when welding in narrow spaces of the work piece. The exchange system is designed in such a way, that the torch will be decoupled from the hose package.
The exchange system is designed to seperate the welding torch completely from all media of the hose package.
The torch magazine is mounted stationary on a stand or on a pillar. A variety of torches can be exchanged, whereby also switching between tandem and single-wire process is possible.




PROCESSES – SMART ROBOTICS
- WELDING AND CUTTING PROCESSES
Depending on material and sheet thickness following processes are used:- GMAW - Gas Metal Arc Welding (MIG/MAG)
- GTAW - Tungsten Inert Gas Welding (TIG), Cold & Hot Wire
- PAW - Plasma arc welding or cutting
- FSW - Friction Stir Welding
- Laser-Hybrid Welding
- RSW – Resistance Spot Welding
igm robots may be used for all non-contact welding and cutting processes. Power sources from many well-known manufacturers can be integrated with our robot systems for welding and cutting applications. Products range from digital inverter power sources for MIG/MAG welding, TIG applications, plasma cutting and welding apparatus to high-capacity devices for the tandem process.
BRUSHING, GRINDING AND HANDLING - MANIPULATION USING ROBOTS
Through the possibilities afforded by a modular configuration of robot cells and the integration of diverse tools in the robot control sequence, significantly better throughput times and constant process qualities can be achieved. As a specialist for special machines, igm undertakes the complete designing of the necessary machines.
We will be pleased to utilize our 40 years of experience in the sphere of realizing customized complete solutions with the aid of a robot, not only in the welding sector. Innumerable examples of applications in other sectors speak for themselves.

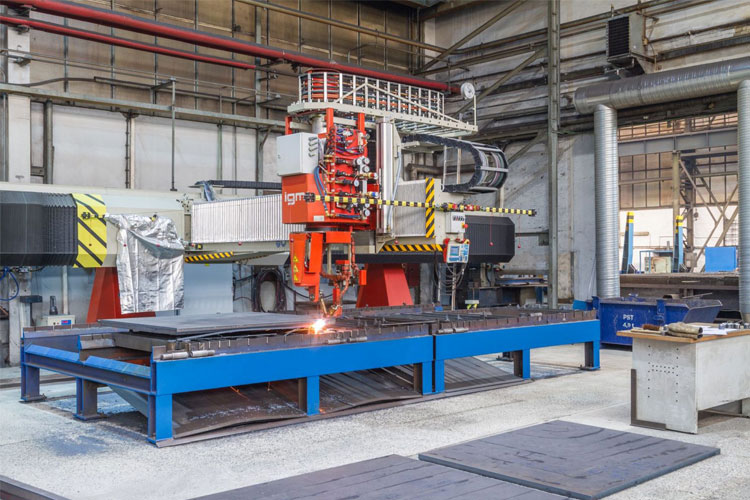
IGM BEVELLING MACHINE IBS
- Sensor-controlled bevelling system for automated welding seam preparation of flat steel plates. The stable portal construction including application-oriented design of the cutting head supports all types of upper side or bottom side cuts with sensor-controlled online edge tracking.
A laser camera measures the workpiece position and tracks along the upper edge, ensuring the requested land heights with a tolerance of +/- 0.5 mm even compensating heat distortion. The system processes the required bevels, which are defined by simply clicking and inserting the geometry parameters in a CAD drawing of the component, with the specially developed software.
Sensor supported systems can be provided with the igm ibs oxy and plasma cutting machine which are optimized for all mechanical and control requirements for chamfering flat sheet metal. This special characteristic was made possible by the development of a parallelogram-like cutting head, on which the cutting torche, movable in two axes, is mounted. This unit is fitted onto a stable gantry, running on rails, with a cross slide and a vertical slide to take up the parallelogram. The special design of the cutting head allows chamfering of flat sheet metal with any and also alterable chamfer angles on straight or curved cuts.
AUTOMATIC SHEET THICKNESS MEASUREMENT
A highly accurate seam joint preparation while maintaining a specified land height or a specified seam volume requires not only the exact tracking of the cutting torch along the contour but also the exact detection of the sheet thickness. For this purpose, the igm bevelling machine can be equipped with an automatic sheet thickness measurement.
APPLICATIONS FOR IGM ROBOT SYSTEMS

- There are applications supported by igm Robotersysteme in every area of the welding and cutting industry.
The igm reputation as a specialist for large-scale projects is based on a steady stream of major contracts from the heavy engineering industry since the 1980s. Indeed, the floor track systems of up to 100 m in length are designed to cater for the special requirements of this industry. Components with larger than standard dimensions such as those found in bridge construction and ship building for example, are manufactured using portal welding units capable of taking components of up to 25 m in width and 8 m in height.
The robotic systems are utilized amongst others for manufacturing excavators, railway wagons and locomotives, for boiler making, the construction of gantry cranes as well as for bridge construction and ship building. 
EARTHMOVING WITH IGM WELDING ROBOTS
- Our installations for the manufacture of excavating machines consist of stand-alone machines or complete production lines with multiple welding cells and systems for automatic loading and unloading. Welding requirements are often demanding due to extreme material thickness, however, our robots are able to cope with position tolerances, seam displacements and welding distortions by means of laser camera systems which allow extremely accurate welding.
Examples for end products: Wheel Loader (bucket, lift arm, front frame, rear frame), Excavator (bucket, arm, boom, upper frame, center frame, car body).
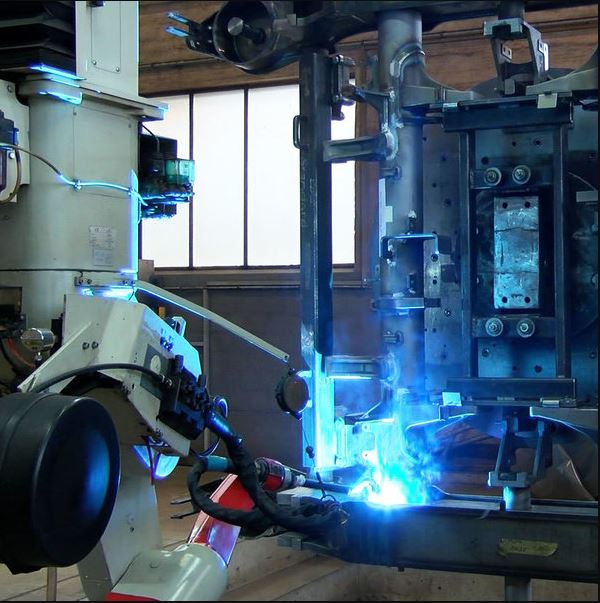
RAILWAY INDUSTRY WITH IGM WELDING ROBOTS
- When igm robots weld, precision comes into play: Our robot systems weld many parts for rail vehicles all over the world. Engines, frames, bogies, side walls, roofs, front walls for freight or passenger cars, locomotives, high-speed trains, suburban trains, subway and tram cars are products igm robots are working on.
Especially for the more and more frequently used aluminum construction igm can score with specially equipped robot systems: precise wire guidance by the "Torch Drive" feed motor in the hand axis, the self-developed iCAM laser camera for high-precision guiding of the welding torches along the seam, even with positional tolerances, and if required preheating devices, temperature sensors, pressing and cleaning devices.
Examples for endproducts: Locomotives (main frame, buffer, motor cases, bogie), passenger cars (sidewalls, floor panels, roofs, bogie),

FORK LIFTS WITH IGM WELDING ROBOTS
- Igm has great experience in the realization of robotic systems for the production of forklifts and plays a key role in customized welding solutions for lift masts, lattice masts, main frames, engine frames and hydraulic cylinders.
For the manufacture of hydraulic cylinders, an automatic system consisting of a robot in a closed station with a transport and clamping device is used. The length of the lift mast can be up to 6 m for large fork lifts. Due to the telescopic design, the masts are of different length and width, but have a similar structure within each family of parts. Thus to modify the robot programs, the igm offline program assembly system iPAT is used, permitting the shifting and copying of program steps or groups of steps on the PC. The geometric data can be read from the CAD system through an interface.
Robot systems for the welding of the main frame consist of a 3-axis slide system and an L-shaped manipulator. This permits the workpieces always to be turned into the best position for access and welding. If the hydraulic and fuel tanks are integrated into the frame, seal welding permits them to be taken care of at the same time. The fasteners are welded at the end.
For extreme productivity requirements, automatic fabrication lines are available for main frames. These flexible manufacturing systems (FMS) are designed for the machining of a single workpiece type in multiple identical robot cells. The individual robot welding stations are connected by an automated transport system. The carriage moves on rails and carries a satellite carriage that can move into each station for loading, unloading, preparation and welding. The workpieces are automatically clamped by a special mechanism.
Examples for endproducts: Hydraulic cylinders, forks, main frames, cabin frame, minor components

CRANES WITH IGM WELDING ROBOTS
- More than a dozen different large components for slewing tower cranes, for example slewing platforms or undercarriages for fast-erecting cranes, slewing gear bearings, or slewing ring supports for slewing platforms can be welded by igm welding robots.
SYSTEM EXAMPLES:
With their floor track mounted lifting columns, their rotating cantilever arms, and the axes of the manipulator, the system for slewing gear bearings have a total of over twelve axes and thus the highest possible level of mobility. All axes work with simultaneous movements, so that the robot can even weld very complex parts in the flat position.
Large components - such as slewing platforms for slewing tower cranes and fast-erecting cranes - have a width of up to 2.5 m and a length of up to six meters. The manipulator used is one of the largest ever built. Its 3.5 m rotating arm pivots workpieces weighing ten tons. An integrated hoist lifts and lowers the rotating arm by two meters. Finally, the faceplate is used to achieve the degrees of freedom needed for welding on all sides.
igm dual robot systems weld the trusses of slewing tower cranes. In the centrally located headstock manipulator, workpieces up to 12 m in length are held in a rotating manner, while robots move laterally on floor tracks. Synchronization between the two robot controllers ensures strict compliance with the welding sequence.
Examples for endproducts: Steel trusses for tower cranes, revolving stages, truck crane moving legs and main frames and crawler crane lattice jibs
MINING WITH IGM WELDING ROBOTS
- Whether for mining machines for open-pit mining or equipment for underground mining, we offer a custom solution for the manufacture and repair of any machine. Large excavators for open-pit mining are impressive for their enormous size.
Robot systems for the fabrication of undercarriages and slewing platforms are also imposing in dimension. L-shaped manipulators with a load capacity of up to 20 tons and robot portals with 28 integrated axes can even master these welding tasks.

BOILER AND VESSELS WITH IGM WELDING ROBOTS
- High-quality boilers are clad on the interior with stainless steel sheet metal to avoid corrosion. That means that both black/black and black/white welding joints are required during fabrication.
Both joints are handled in a robot cell using an automatic wire changing system. This system permits the complete welding of the boiler in a single clamp without manual intervention.

IGM WELDING ROBOTS FOR VARIOUS APPLICATIONS
- igm also offers appropriate solutions for unusual applications. Regardless of whether you want to automate production of aluminum ladders, look for an economic way to weld boilers, manufacture garbage containers, construct bridges or cable cars, are involved in air-conditioning technology or want to teach your students - we can offer the appropriate type of equipment for every application!
Do you want to automate your build-up welding, do you have to change between MIG/MAG and TIG in your fabrication processes, do you have to weld within a narrow temperature window? We can also take these specifications into consideration in the planning of robot cells and selection of system equipment.
Services

CUSTOMER SERVICE
- IGM-CUSTOMER AND IGM-ROBOTS: IGM SERVICE TEAM ARE WELDING THEM TOGETHER
Our service department is the strongest arm in our team. Because who wants to build the best robot installations in the world must not start it with the second-best team. Our highly trained and highly reliable service team is available for installation operation training, setting up and start-up of the system at your site, and can be on site quickly, if required.
Bases in all major industrialized countries provide rapid response and after-sales communication in national language. You need a training for the system operation? Please contact: service@igm-group.com
PERFECT CUSTOMER SERVICE WELDS US TOGETHER
In addition to the setup as well as the start-up of the robot installation, our international service team also takes over programming of workpieces in order to speed up production start. Service organizations in all of the main industrially developed countries ensure quick after-sales services and easy communication in the local language. If a problem with the installation occurs, our staff is on site in best time after immediate support through telephone. This ensures optimal support of customers throughout all phases of a project and after project completion.

TRAINING COURSES
- IGM TRAINS ITS CUSTOMERS' PERSONNEL.
The training centre in Wiener Neudorf and the necessary know-how of all subsidiaries ensure intensive practice in programming, operation and maintenance through basic courses given directly by igm. In addition, training for operation of a specific system is also available at the customer's site, if requested.
IF YOU DO NOT COME TO IGM, WE WILL COME TO YOU
If necessary, we also come to your company. If required so we can familiarize your employees with the operation of the robots on site. At many of our international locations, we offer a comprehensive range of basic and advanced training. At several systems you can test the acquired skills and deepen them under the supervision of our experienced trainers.
EXCERPT FROM THE COURSE PROGRAM- Basic training for programming with the igm robot controller
- Courses for the maintenance and repair of igm robot systems
- Special courses for the application of sensor systems
- In-depth training with special consideration of new software features
Our courses are conducted in small groups with a maximum of 5 participants. On request, individuals can also be trained. In addition to the standard basic courses, the course program is compiled according to customer and user requirements and is thus tailored to the participants.
The courses take place at our respective location, we also gladly offer complete packages including hotel costs and half board.

DEMONSTRATION- AND TRAINING CENTERS
- In our up-to-date equipped training center we offer a wide range of basic- and advanced trainings. The freshly gained knowhow can be practiced on one of our many training robot systems under the supervision of our experienced instructor. On our in-house robot systems we can make customer specific welding demonstrations on original work pieces. The robots are capable for MIG/MAG, TIG and ALU welding processes and equipped with all kinds of sensors.