Navigation : EXPO21XX > RENEWABLE ENERGY 21XX >
H24: Wood Combustion Systems
> Geurts Heatexchangers
Geurts Heatexchangers

Videos
Loading the player ...
- Offer Profile
- GEURTS OFFERS INNOVATIVE TOTAL SOLUTION CONCEPTS
Consider us your partner in optimizing your production process, reducing operational costs and energy consumption and, as a consequence, bringing down your carbon footprint. Geurts engineers, builds and supplies heat exchangers and waste heat recovery products.
More than often, standard is not an option. Benefit from the expertise of the overall Heilig Group and Geurts in particular in building innovative installations for the diverging demands in high temperature, high pressure or aggressive media applications.
ONE STOP SHOP
With our team of experienced engineers, we offer a total solution concept; from thermal engineering to mechanical engineering, project management, and in-house production. Every single part of your installation will be engineered and produced in-house. Among others, this includes:- Heat exchangers
- Air preheaters
- Applications for incineration systems
- Flue gas cooling Co-generation plants
- Fouling cleaning systems
Product Portfolio
HEAT EXCHANGERS
CUSTOMIZED ENGINEERING OF HEAT RECOVERY
Geurts is a leading engineering and manufacturing company of heat exchanging equipment and heat transfer solutions for power generation and transmission. We supply our products to many industries regenerating all sorts of energy and applying heat transfer to numerous mediums and fuels.
Operating internationally, we offer tailor-made thermal engineering solutions to a broad range of applications; from uncomplicated installations to complex solutions for high temperatures, high pressures, and aggressive media.ENGINEERING PRODUCTS FOR HEAT EXCHANGE AND WASTE HEAT RECOVERY

- Where once many industries felt the pressure of operating efficiently and economically, nowadays reducing the carbon footprint is an additional factor that can no longer be evaded. This calls for innovative engineering of complete production processes, installations, and equipment for existing customers and new markets.
TAILOR-MADE SOLUTIONS
Geurts supplies a complete range of heat exchangers and waste heat recovery products to regenerate waste heat and to recycle energy from various production processes into renewable energy. Our experienced engineers design tailor-made solutions including high pressure equipment (PED), extremely high fluid temperatures (liquids and gases) or dangerous substances that require complex and specialized applications. 

STEAM COIL AIR PREHEATERS
- Steam Coil Air Preheater or Scrap
The steam coil air preheater, also known SCAP, preheats the combustion air before entering the air preheater (APH) to increase the minimum metal temperature in order to raise the average cold end temperature and to prevent acid dew point corrosion.
Steam coil air heating systems are widely used in industrial furnace systems, incineration systems, crude distillation plants, steam reformers and fired heaters for global oil, gas, and petrochemical industries.
Geurts can supply a steam heat system as a single unit, or more commonly in combination with an air preheater as one package. The SCAP design can be manufactured from a variety of materials, suitable for a wide range of temperature applications.


COMBUSTION AIR PREHEATERS
- Combustion Air Preheater for Fuel-Fired Industrial Heating
For fuel-fired industrial heating, preheating the combustion air flowing to the burners is one of the most efficient and energy-conserving ways to enhance the productivity of your processes. Investing in a customized system designed by Geurts, recuperating the heat energy from the exhaust gas stream, not only reduces the CO2 emission and climate change, it reuses available energy in a smart way while saving you fuel consumption and costs.
We supply a wide variety of custom-made air preheaters (APH) for applications to heat the air for furnaces, industrial boilers, steam reformers, box heaters, vertical cylindrical heaters, incineration systems, ammonia and methanol plants, and fired heaters. Depending on your application, we design preheaters manufactured for various media from a range of materials suitable for low temperatures or high temperatures up to 900 – 1000 °C.
Example industries for combustion air preheaters:- Energy (power plant, combined heat and power (CHP), gas-fired, oil-fired, coal-fired and biomass-fired)
- Oil and gas industry
- (Petro)Chemical industry


FLUE GAS HEAT EXCHANGERS
- Flue Gas Heat Exchanger Transfers Exhaust Gas Heat to Energy
Implementing a flue gas heat exchanger to capture exhaust gas and to transfer the heat to a different energy consuming part of your installation, saves not only energy but also saves money. Moreover, it is a very sustainable way to optimize your production process.
Geurts has over 20 years of experience in heat recovery from flue gas using heat exchangers. We lead the way in innovations for many of our customers. For instance, we have developed a compact u-tube design heat exchanger fitted into a rectangular case to fit in a relatively small space in the production area. This compact shape is also beneficial to easier duct connections and simpler cleaning options, by using hatches or online cleaning.
Example industries for flue gas recovery:- Energy (power plant, combined heat and power (CHP), gas-fired, oil-fired, coal-fired and biomass-fired)
- Energy-from-Waste plants (household, hazardous, and hospital waste)
- Steel industry
- Oil and gas industry
- Pulp and paper industry


BIOFUEL HEAT EXCHANGERS
- Biofuel Heat Exchangers Optimize the Renewable Energy Industry
Striving for a better environment leads to a growing number plants worldwide producing renewable energy. In the production process of biofuels, for instance, biomass conversion, solid biomass, liquid fuels, and biogasses many heat transfer applications are used to reduce energy consumption and pollution.
Geurts engineers and builds biofuel heat transfer equipment for subcooling, dehumidifying and the reheating process, and / or exhaust gas or flue gas coolers and condensers for the following industries:- Biodiesel
- Bioethanol
- Biogas

TUBULAR HEAT EXCHANGERS
- Tubular Heat Exchanger Engineered to Order
Heat exchangers are increasingly being used in different industries, often as part of heating or air-conditioning systems. They can be implemented in factories and buildings to save energy, reduce costs, save CO2 and also to save time. On this page, we will introduce the topic of tubular heat exchangers further by answering multiple questions.
WHAT IS A TUBULAR HEAT EXCHANGER?
Tubular heat exchangers is the collective term for a wide variety of heating systems to heat water thermal oil, glycol, crude oil, gas, air for combustion and are also used in biogas reheating and steam production. For your field of application, Geurts engineers, builds and supplies tailor-made heat exchanging equipment and heat transfer solutions in a tubular design.
WHAT ARE THE DIFFERENT TYPES OF HEAT EXCHANGERS?- single tube heat exchangers
- double tube heat exchangers
- finned tube heat exchangers
- u-tube type heat exchangers
- shell and tube heat exchangers
- shell and coil heat exchangers
WHICH HEAT EXCHANGER TYPE IS MOST EFFICIENT?
The question which type of heat exchanger has the highest efficiency, is not an easy question to answer. In some cases, double tube heat exchangers will be the most efficient heat exchanger. In other situations, the shell and tube variant might be more efficient.
Multiple factors play a role in the performance of heat exchangers:- Temperatures
- Fluid velocity
The engineers at Geurts can help you to find the perfect type of exchanger for your situation.
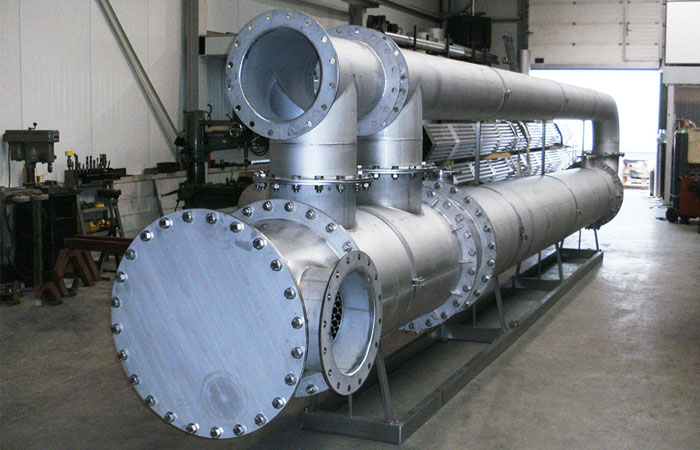

SHELL AND TUBE HEAT EXCHANGERS
- Shell and Tube Heat Exchangers Offers and Endless Variety
In the field of heat exchangers, the application of a shell and tube design is the most frequently engineered solution. With our experience of supplying heat exchanging equipment for over 50 years, the engineers at Geurts know how to design a variety of heat exchangers, from a more or less standard design to an innovative application. Always made to measure.
Depending on your requirements, we design and build shell & tube heat exchangers with straight tubes or u-tubes, with removable bundles or floating heads. The variety of available materials ranges from low-pressure and low temperature noncorrosive mediums to high-pressure and high temperature types of steel with a certain alloy, depending on the thermal conductivity of the fluids and/or gasses.
For larger engines and larger combined cycle installations, we design a heat exchanger fitting the tube bundle inside a rectangular casing. This reduces the total size of the exchanger for a perfect fit in your installation.


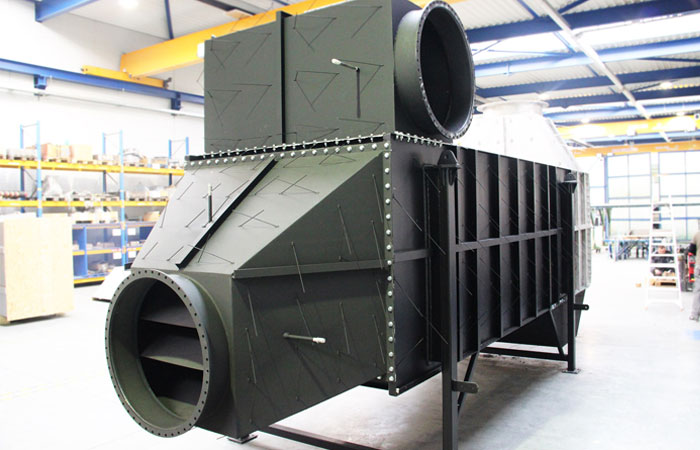
U-TUBE HEAT EXCHANGERS
- Space-Saving U-Tube Heat Exchangers
When the plot size of the heat exchanger in the installation is critical, Geurts can design and build a u-tube type heat exchanger where the tube bundle fits inside a rectangular casing. This applies to low pressure operations only, for instance gas-gas or gas-liquid applications. Ducts are more easily connected and a finned tube design offers extra size reduction.
Also, if round tubes do not comply, we offer the option for rectangular tubes. In any case, the size of your custom-engineered exchanger is substantially smaller without compromising the capacity.
Example industries for u-tube heat exchangers are:- Industrial waste heat recovery solutions
- Energy
- Oil and gas industry
- Chemical industry
The advantages of u-tube heat exchangers are:- wide variety of engineering designs
- wide variety of materials for optimal thermal conductivity
- cost-effective calculations for optimal capacity
- space saving designs
- custom-made casing design for larger installations with easy cleaning benefits

SHELL & COIL HEAT EXCHANGER
- Shell and coil heat exchanger is commonly applied for cooling and (re)heating of smaller installations. The straight or corrugated tubes of the standard design are manufactured from stainless steel and can be used in a wide range of applications with pressure up to 16 barG and temperatures up to 203°C. Upon request, heating coil designs for other requirements are available.
Example industries for shell and coil heat exchangers are:- Pilot plants and analyses systems
- Dairy industry
- Pools
- Water industry
The advantages of a shell and coil heat exchanger are:- Straight or corrugated tubes in flexible designs
- Helix coil for increased efficiency
- Compact design for smaller installations
- Low maintenance

ECONOMIZER
- A heat exchanger and economizer are a great way to use energy as effectively as possible. Companies in different fields already make use of these technologies, for instance in factories and large commercial buildings. When economizers are used in large commercial buildings, they are usually part of ventilation systems that regulate air temperature.
WHAT IS AN ECONOMIZER?
An economizer is a type of heat exchanger that recovers heat from flue gasses to preheat fluids or puts it to use in another part of the production process. This recovery process saves on fuel consumption and costs, as well as it reduces the CO2 emission.
SAVE BOILER ENERGY CONSUMPTION
An average boiler operates with an efficiency of approximately 66%, which means that 34% of the energy can be considered waste heat. Investing in an economizer increases the efficiency with 8%. Including both an economizer and an air preheater realizes an even higher efficiency of 20%.
MANY TYPES OF ECONOMIZERS
At Geurts, we engineer many types of economizers, or heat exchangers. For a boiler or steam generator fueled by natural gas, oil and biogas, both traditional tubes and finned tubes are applied depending on your production requirements. For a boiler fueled by coal, only regular tubes are optional due to the ash fouling.


PLATE HEAT EXCHANGERS
- Plate Heat Exchanger for Larger Surfaces
When heat transfer over a larger surface is required, a heating plate, or plate heat exchanger, is an excellent option. The optimal plate heat exchanger calculation determines the selected pattern and materials, after which Geurts engineers a flexible and sizable design to meet your application. The heat exchangers from our design will perform duties at low-pressure and low temperatures to high demands such as aggressive fluids, high pressure, and temperatures.
Example industries for plate heat exchangers are:- Offshore industry
- Biogas industry
- Chemical industry
- Pharmaceutical industry
- Food industry
The advantages of a plate heat exchanger are:- Flexible design with many plate types and sizes
- Suitable for variety of thermal programs
- Wide variety of materials for optimal conductivity


HEAT EXCHANGER FOULING CLEANING SYSTEM
- Fouling Cleaning System for Heat Exchangers
Maintaining optimal thermal conductivity for a heat exchanger is provided by a custom-engineered fouling cleaning system. Over time during the production process, unwanted materials accumulate on the tubes of a heat exchanger. Fouling entails thermal resistance, slower fluid flows, acceleration of corrosion, and increased pressure drop of the heat exchanger.
Geurts has designed 3 types of online cleaning systems, that can be engineered according to your specifications mechanically, pneumatic or electrically driven.
BRUSH CLEANING SYSTEM
The automatically operating brush cleaning system continuously cleans the top of the tubes where most fouling appears. Geurts offers designs with a wire mesh frame or twisted wire brushes which can be combined with other cleaning systems.
CABLE CLEANING SYSTEM
The automatically operating cable cleaning system continuously cleans the space between the tubes. Geurts offers frame designs electrically driven by spindles which can be combined with other cleaning systems.
RAPPING CLEANING SYSTEM
The rapping cylinders of the automatically operating rapping cleaning system are equipped with rams to create a vibration which shakes off built up material. This system is only applicable to u-tube design heat exchangers. Geurts offers customized designs which can be combined with other cleaning systems.
Heat exchanger fouling cleaning systems advantages:- Clean tubes attract fewer particles
- Optimal thermal conductivity
- Production process fully operational; less downtime


BIOGAS/GEOTHERMAL SKID
- Geurts international is one of the world’s leading manufacturers of heat exchangers. We deliver what you need, ranging from standard skids to custom made heat exchange solutions. But even our ‘standard’ skid can be adjusted to your specifications by our team of experienced engineers.
OPTIONAL FEATURES STANDARD SKID
Depending on your project requirements, the following features can be added:- Galvanised steel skid frame
- Inlet demister to prevent ‘possible’ droplets damaging blower
- Blower with sufficient power for extra field components such as carbon filter, etcetera
- Instrumentation such as temperature / pressure transmitters
- Control cabinet with PLC
- Heater Shell & Tube heat exchanger
- Cooler Shell & Tube heat exchanger
- Chiller unit 0-5 degrees
- Demister vessel to remove droplets of cooled biogas
- Drain piping for the condensate removal
PROCESS

RECOVERY OF INDUSTRIAL WASTE ENERGY OPTIONS ARE ENDLESS
Industrial heat recovery is feasible to nearly all process installations. With intelligent industrial engineering, waste heat can be regenerated and put to use in another part of your production process. Aside from the reduction in fuel usage and costs, this is an important method to improve sustainability and reduce the greenhouse emission.WASTE HEAT TURNS TO ENERGY
Without a heat transfer system, waste heat generated, for example, during combustion or the production process is “dumped” into the environment. By installing a heat recovery application, the heat can be transferred into recycled energy offering production efficiency and both economical and environmental profits. Geurts engineers, builds and supplies a wide variety of heat exchanging and heat recovery equipment. We offer a total solution concept; from thermal engineering to mechanical engineering, project management, and in-house production for the following processes:INDUSTRIAL COOLING
Heat exchangers are commonly used in various industries as cooling equipment to cool fluids. In many plants, fluids are cooled using heat exchangers for:- air-to-liquid cooling liquid-to-air cooling liquid-to-liquid cooling or air-to-air cooling
EXAMPLE APPLICATION: MILK COOLING WATER
By combining a compact shell and coil heat exchanger to a milking robot, the milk will be pre-cooled by the cattle drinking water before it flows into the milk cooling tank. As a result, the total cooling process offers a reduction in energy consumption, and subsequently, it will save on energy costs. Another typical usage of our coolers implemented in industrial processes:- Cooling of flue gas
- Hot water cooling
- Ethylene glycol cooling
- Biogas treatment (Gas cooling drying process)
- Gas cooling
- Oil cooling