
- Offer Profile
-
QTEC designs and manufactures industrial smart cameras and machine vision solutions. Our solutions are tailored to fit each clients’ specific needs based on our experience from various industries.
We have built a portfolio of modular smart camera platforms with CPU, GPU, FPGA. Our cameras has an increasing range of fitting sensor heads with CCD, CMOS, Scientific CMOS, thermal microbolometer and hyperspectral solutions, etc.
Machine vision applications & industries

-
Improving business efficiency, accuracy and productivity across industrial fields
Customised cameras & turn-key vision systems
Are you looking to integrate a machine vision system? Our industry-proven machine vision solutions boost our clients’ productivity and efficiency. This has helped them to overcome challenges such as increased labour costs, stringent quality and safety regulations, and production optimisation needs.With in-house mechanical, electrical, software and science resources, we offer complete vision system design from idea to running client-specific machine, machine add-on, research instrument, or customised camera solution. These solutions may also include application-specific software interfaces, protocols, processing algorithms, pipelines and other custom-design features.
Advantages of machine vision systems
Qtechnology cameras have been applied in various end-use applications such as automated vision inspection systems, process control, robotic guidance, and much more. Key benefits include increased efficiency in regard to speed, accuracy, and reliability. In addition, it is often possible to free up human resources tied up in tiring repetitive task, and perform inspection tasks that are impossible to do manually with the human eye. 
Agriculture
-
Historically, agricultural tasks have been known to be heavily dependent on human labour, which is still the case today. But exploiting machine vision will increase productivity and reduce costs.
Qtechnology cameras can automate manual processes through streamlining of phenotyping, crop grading and sorting, smart farming, automated vision inspection of crops, and similar operations.

Automotive
-
The automotive industry is characterised by highly automated and accelerated production, strict quality requirements and high-cost sensitivity.
At Qtechnology, we have worked with clients to develop customised vision systems for defect detection and process automation within the automotive industry.

Food & beverages
-
With increased food regulations and a focus on improving productivity within the industry, vision systems are essential to ensure product quality, production efficiency, and freeing up human resources.
We have developed a range of vision systems for OEMs and factories within the food industry, providing affordable, high-quality results.

Manufacturing & recycling
-
With years of knowledge about typical challenges related to mechanical integration, we understand the importance of systems running 24-7-365.
We always take the production environment into account when designing vision systems, and understand the strict requirements for safety, reliability, and support.

Medical & Scientific Research
-
Working with universities, scientists, and chemists, we have implemented vision systems and research instruments for a range of medical and scientific research projects.
The image processing technology of Qtechnology cameras enables the detection of objects and substances such as enzymes and bacteria that are not visible to the human eye.

Security & Surveillance
-
AI vision technology is applied in many security applications – e.g. for spatial analysis, and for identification of people, heat sources, and objects in various optical fields.
With integrated APU, Qtechnology cameras further allow the exploitation of edge computing to secure video and ensure image encryption and anonymisation of video outputs.
Advantages of machine vision systems

-
Apart from turn-key machine vision systems, Qtechnology offers modular, fully customised, and rebranded embedded cameras. The cameras are built based on highly flexible AMD, Nvidia or Qualcomm platforms.
Our customised white-label cameras are built based on client requirements. The white-label cameras can be rebranded with client logos printed on a tailored camera housing design and client software integrated directly into the camera.
Camera Technology

-
Improving business efficiency, accuracy and productivity across industrial fields
Customised cameras & turn-key vision systems
Are you looking to integrate a machine vision system? Our industry-proven machine vision solutions boost our clients’ productivity and efficiency. This has helped them to overcome challenges such as increased labour costs, stringent quality and safety regulations, and production optimisation needs.With in-house mechanical, electrical, software and science resources, we offer complete vision system design from idea to running client-specific machine, machine add-on, research instrument, or customised camera solution. These solutions may also include application-specific software interfaces, protocols, processing algorithms, pipelines and other custom-design features.
Advantages of machine vision systems
Qtechnology cameras have been applied in various end-use applications such as automated vision inspection systems, process control, robotic guidance, and much more. Key benefits include increased efficiency in regard to speed, accuracy, and reliability. In addition, it is often possible to free up human resources tied up in tiring repetitive task, and perform inspection tasks that are impossible to do manually with the human eye. Our embedded camera platforms
- The cameras are modular by nature and can be tailored to fit client-specific needs

qtec C-Series
-
APU: AMD Ryzen Embedded V1605B w/ Radeon Vega 8 Graphics V1605B
qtecOS: GNU/Linux (OpenEmbedded/Yocto)
I/O: CFast, ETH (x2), USB 2.0 (x3), Mini DP, WiFi, Trigger, Flash & GPIO

qtec T-Series
-
APU: Qualcomm Snapdragon 820
qtecOS: GNU/Linux (OpenEmbedded/Yocto)
I/O: Flash, ETH, USB 3.0, USB 2.0, Micro HDMI, WiFi, Trigger, Flash & GPIO
qtec M-Series
-
APU: Qualcomm Snapdragon 820
qtecOS: GNU/Linux (OpenEmbedded/Yocto)
I/O: Flash, ETH, USB 3.0, USB 2.0, Micro HDMI, WiFi, Trigger, Flash & GPIO
Modular camera architecture
Exchangeable camera heads
Our exchangeable camera heads can be utilised on different processing platforms, which allow our clients to tailor camera heads for specific applications. This facilitates the testing of alternative solutions for various projects and scientific research projects. It also enables the replacement of a camera body without having to replace the camera head once the camera hardware becomes obsolete.
The architecture is modular by nature and comprises a growing number of heads into which a variety of CMOS, CCD, InGaAs, and microbolometer sensors can be mounted with various configurations and lens interfaces.
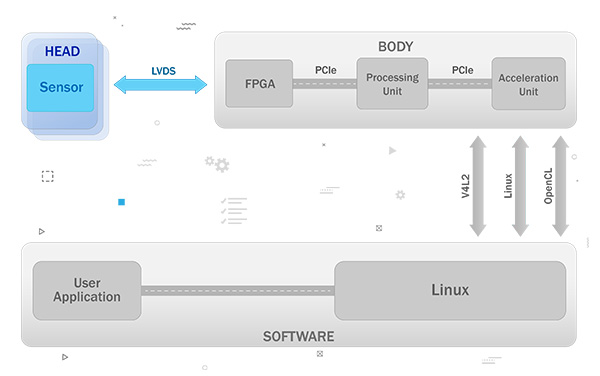
Camera body with embedded processing
One of our most popular camera platforms is the QT5022 platform with AMD APU. The QT5022 camera body contains two main computing units, an FPGA and AMD (APU), which features X86 CPU cores and Radeon Graphics GPU in a SOC. The FPGA in the camera controls the settings of the sensor and interfaces to the different sensors.
Several operations are performed by the FPGA, such as image correction, white balance correction, perspective correction, and illumination correction, thus offloading the main CPUs of these tasks.
The preprocessed images are transferred over a PCI Express interface to the AMD APU. Where further computing power is required, an additional GPU can be added within the body of the camera.
Non-proprietary application software
Qtechnology is a big player in the Open Source embedded vision ecosystem with contributions in all the stack and a synonym of innovation and openness.
Even if you are not familiar with our industrial vision solutions, you are most likely already using our software in your Phone, Browser or Cloud Provider. More than 1000 patches on the Linux kernel, GStreamer and OpenCV, among others, probe our devotion to Open Source.
Our industrial cameras run the latest upstream software, tailored to their performance, so you simply have to focus on your area of expertise. No need to learn new libraries or fears of getting locked in a closed ecosystem. The same software that can run on your notebook and make use of your webcam, can run on all our highly specialised industrial cameras.
Neural Network powered cameras

-
Large variations in environment and/or products can sometimes make it difficult to extract meaningful patterns from images.
Some tasks require analysing very large amounts of data, or contain complex features which are difficult to identify. For cases where traditional image processing falls short, we can exploit neural networks. Common applications include advanced classification, detection, tracking or segmentation. Qtechnology houses state-of-the-art computing facilities for designing and training the right neural network architecture, ready for deployment on our cameras
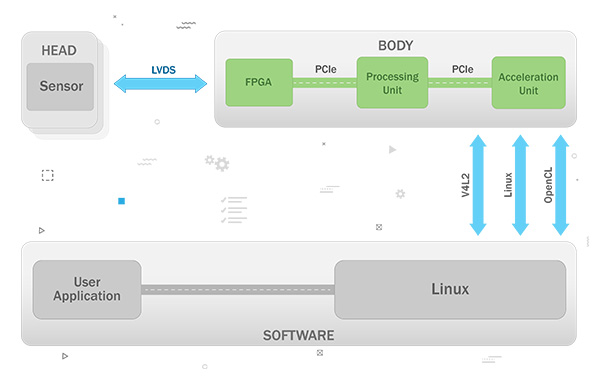
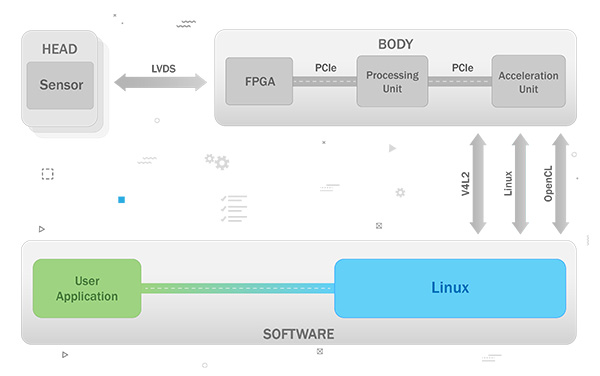
Software stack & hardware acceleration
-
There are multiple ways of developing your application. Qtechnology’s industrial cameras give you complete freedom to choose the software stack that solves your computer vision problem. There is no need to build your applications on top of a proprietary library or application.
All the interaction with the camera and the FPGA is done through the standard Video4Linux API. This includes not only the different format converters but also the programming of the advanced components such as the LUT, camera calibration or Illumination Correction. The access to the hardware acceleration is also done with a standard API, in this case, OpenCL, allowing your application to be ported seamlessly on all the different Qtechnology cameras, even on different architectures. Nevertheless, we also support other parallel computing platforms such as CUDA on our NVIDIA-based industrial cameras.
Customised cameras and turn-key vision systems
-
Are you looking to integrate a machine vision system?
Our industry-proven machine vision solutions boost our clients’ productivity and efficiency. This has helped them to overcome challenges such as increased labour costs, stringent quality and safety regulations, and production optimisation needs.
With in-house mechanical, electrical, software and science resources, we offer complete vision system design from idea to running client-specific machine, machine add-on, research instrument, or customised camera solution. These solutions may also include application-specific software interfaces, protocols, processing algorithms, pipelines and other custom-design features.