- Offer Profile
- Based in Dresden, DIAS
Infrared GmbH develops and manufactures high-quality infrared cameras,
infrared line cameras, pyrometers, black bodies and infrared detectors for
industrial temperature measurements. Also the self-developed software for
the display and processing of measurement data ensures an efficient
evaluation. A big part of our costumers trust in individual, application
specific system solutions and services.
DIAS Infrared Corp. now serves as the focal point to manage all North American operations for DIAS IR cameras, pyrometers, and system solutions.
Infrared cameras

-
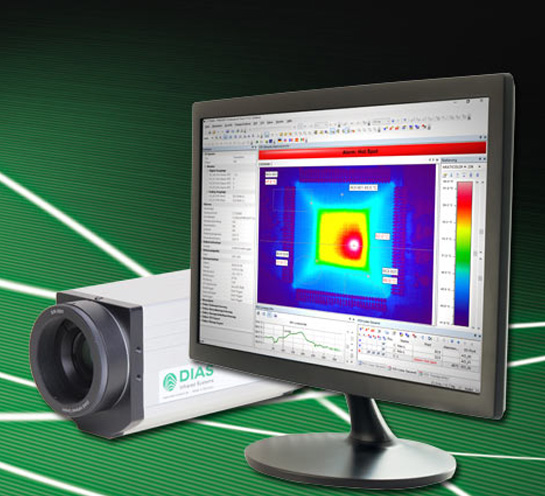
Infrared cameras PYROVIEW for industry and research
Thermal imaging cameras are used for non-contact temperature measurement and for the detection of twodimensional temperature distributions with high thermal resolution on stationary and moving measurement objects. We have introduced the longtime experience in the field of thermography into our fixed thermal imaging camera series PYROVIEW. The devices are durable, robust and suitable for industrial continuous operation. Our infrared cameras are used in process control and monitoring, quality control, early fire detection as well as for measurements in research and development. 
Infrared cameras PYROVIEW compact+ small and powerful
- The fixed infrared camera series PYROVIEW compact+ of DIAS is suitable for manifold application in industry and research thanks to its compact construction. The PYROVIEW infrared cameras have a high thermal and spatial resolution. They can be adjusted optimally to different application. The application areas of our infrared cameras cover a wide spectrum: process automation, research and development, quality control and early fire detection, non-contact temperature measurement on metal, glass, and measurement through flames.

Infrared cameras PYROVIEW protection Industrial housing
- The fixed infrared camera series PYROVIEW protection made by DIAS is suitable for industrial continuous operation thanks to its robust industry housing. The infrared cameras have a high thermal and spatial resolution. They can be adjusted optimally to different applications. The application areas of our infrared cameras go from process automation, quality control and early fire detection to non-contact temperature measurement on metal, glass and measurement through flames.

Portable infrared cameras
- For process monitoring in metallurgy but also in the ceramic and cement industry as well as in glass production and processing, the hand-held robust DIAS thermal imagers of the new series PYROVIEW portable are now available.
Infrared line cameras

- PYROLINE stands for high-quality and long-lasting fixed infrared line cameras for non-contact temperature measurement of temperature profiles in industry and research. We offer you different temperature ranges and spectral ranges for the optimal solution of your measurement problem. Additionally there are various housing variants and lenses for different purposes. All DIAS PYROLINE infrared line cameras are developed and manufactured in Germany. They are suitable for industrial continuous operation. In addition we obstruct our cameras in manifold system solutions.

Fixed infrared line cameras PYROLINE compact reliable and compact
- The fixed infrared line cameras PYROLINE compact have IP54 compact housing made of aluminium. The infrared cameras can be optimally adjusted to different application. They are suitable for industrial continuous operation. Quality management and process automation, as well as research and development and traffic control are exemplary for application areas.

Fixed infrared line cameras PYROLINE protection robust and precise
- The fixed infrared line cameras PYROLINE protection have robust stainless steel industry protection housing with the protection clas IP65. They are suitable for continuous industrial operation in rough environment. The infrared cameras can be optimally adjusted to different application. Quality management and process automation, as well as research and development and traffic control are exemplary for application areas.
Pyrometers

- Pyrometers are termed radiation thermometers or infrared thermometers, too. PYROSPOT stands for a multiplicity of series of pyrometers for the non-contact, point-shaped temperature measurement in the range from –40 °C to 3000 °C. Our pyrometer series differ with respect to their temperature ranges, interfaces, housings and the therefor related purpose. Manifold accessories allows individual adjustment to the applikation and the integration in system solutions.

PYROSPOT series 4
-
The digital pyrometers PYROSPOT of series 4 are developed and manufactured in Germany and are suitable for industrial continuous operation. Typical application areas can be found in metal and glas industry, paper and food production. The Series 4 devices are ideal for OEM use.
Typische Anwendungsgebiete sind in der Metall- und Glasindustrie, Papier und Lebensmittelherstellung zu finden. Die Geräte der Serie 4 eignen sich bestens für den OEM-Einsatz.

PYROSPOT series 10
- The digital pyrometers PYROSPOT of series 10 are developed and manufactured in Germany and are suitable for industrial continuous operation. They are used specifically for non-contact temperature measurment in industry and research. Different temperature and spectral ranges are available. Customized system solutions including hardware and software adjustments are possible at any time.

PYROSPOT series 11
- The digital pyrometer PYROSPOT of series 11 are developed and manufactured in Germany and are suitable for industrial continuous operation. They are used specifically in steel industry, kiln engineering, soldering installations as well as in ceramic and metal industry. Different temperature and spectral ranges are available. Customized system solutions including hardware and software adjustments are possible at any time.
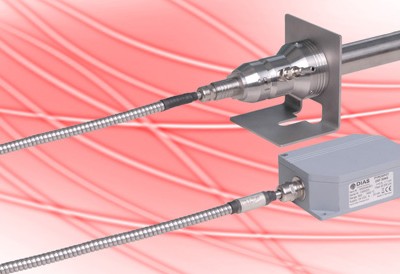
PYROSPOT series 30/34
- The digital pyrometers PYROSPOT of series 30/34 with fiber cable and optical head are developed and manufactured in Germany and are suitable for industrial continuous operation in the glass industry. They provide non-contact temperature measurement in forehearth, feeder and in glass tank. Customized system solutions including hardware and software adjustments are possible at any time.

PYROSPOT series 40
- The digital pyrometers PYROSPOT of series 40 are developed and manufactured in Germany and are suitable for industrial continuous operation. They are used specifically for non-contact temperature measurement in industry and research. Different temperature and spectral ranges are available. Customized system solutions including hardware and software adjustments are possible at any time.

PYROSPOT series 42
- The digital pyrometer PYROSPOT of series 42 are developed and manufactured in Germany and are suitable for industrial continuous operation. Different temperature and spectral ranges are available. Customized system solutions including hardware and software adjustments are possible at any time.

PYROSPOT series 44
- The digital pyrometers PYROSPOT of series 44 are developed and manufactured in Germany and are suitable for industrial continuous operation. The digital pyrometers with RS-485 interface are specifically suited for automation solutions. Different temperature and spectral ranges are available. Customized system solutions including hardware and software adjustments are possible at any timne.

PYROSPOT series 54
- The digital pyrometer PYROSPOT of series 54 are developed and manufactured in Germany and are suitable for continuous operation in industry and research. Different temperature and spectral ranges are available. Customized system solutions including hardware and software adjustments are possible at any time.

PYROSPOT series 56
- The digital pyrometers PYROSPOT of series 56 are developed and manufactured in Germany and are suitable for industrial continuous operation. They are used specifically for non-contact temperature measurment in industry and research. Different temperature and spectral ranges are available. Customized system solutions including hardware and software adjustments are possible at any time.

PYROSPOT Series 80 portable pyrometers
- The portable pyrometers of DIAS PYROSPOT series 80 are suitable for temperatures from 200 °C to 3000 °C in heavy industry under rough conditions. You are able to reach every measurement point with this portable and robust device and you stay flexible. Together with an integrated video module a color TFT display enables an easy and correct alignment of the pyrometer to the measuring object. This is safer – especially in harsh industrial environments than the view visors often used in high temperature pyrometers.

Special pyrometers
-
Numerous special pyrometers for specific application are available.
Model
Temperature range
Application
PYROSPOT DA 10N
PYROSPOT DA 10NV400 °C to 2500 °C Temperature measurement on silicium, laser application PYROSPOT DG 10NT
PYROSPOT DG 10NTV500 °C to 2500 °C Temperature measurement on tungsten PYROSPOT DPE 10C
PYROSPOT DT 40C500 °C to 2000 °C
500 °C to 1800 °CTemperature measurement on hot CO2 PYROSPOT DS 10 cal
PYROSPOT DG 10 cal600 °C to 2500 °C
300 °C to 1800 °CTransfer radiation thermometer High-Speed 160 °C to 3500 °C Extremely fast temperature measurement from 6 µs
Temperature switch
-
The fast infrared temperature switches of series PYROSWITCH provide instant non-contact detection of temperature. When exceeding or falling below a temperature threshold the switches provide a trigger signal to a potential-free output. The temperature switch is applied for detection, counting or for positioning of hot objects, amongst others steel mills and forges.
What characterizes the devices of PYROSPOT series 48?- Fast switch time of 1 ms
- Switch ranges between 200 °C and 1800 °C
- Spectral range 1.5 µm to 1.8 µm
- Fixed optics with a measurement field diameters from 1.5 µm
- Adjustment of switching point directly at the device
- Potential-free output (PhotoMOS relay)
- Robust stainless steel housing with plug connector, diameter 40 mm, protection class IP65
- Integrated LED aiming light
Software
- We develop inhouse integrated software solutions for our products. That guarantees you a high functionality and saves costs and investment. There are different software products PYROSOFT available for our infrared cameras, infrared line cameras and pyrometers.
Evaluation and analysis of measured data
PYROSOFT Professional for infrared cameras and infrared line cameras
-
DIAS Infrared provides the universal multilingual software PYROSOFT Compact, Professional and Professional IO for all thermal imagers PYROVIEW and infrared line cameras PYROLINE. PYROSOFT Compact is supplied free of charge to all DIAS cameras.
With different software versions, you can record thermographic data and represent, analyze and control and evaluate and document.
Selected features of our universal software solutions PYROSOFT Compact, Professional and Professional IO- Individual display of the thermal image
- Different color palettes and isotherm visualisation
- Auto Dynamic and manual scaling of the temperature scale
- ROIs (=Regions of Interest): points, lines, rectangles, circles / ellipses, polygons
- Calculation of hot and cold spots
- Reference, differential, filtering and 2D line images
- Definition of VOI (=Values of Interest) from ROI values
- Trend, histogram and profile display
- Alarm functions
In addition to these universal software versions, a comprehensive application-specific thermography software is available.
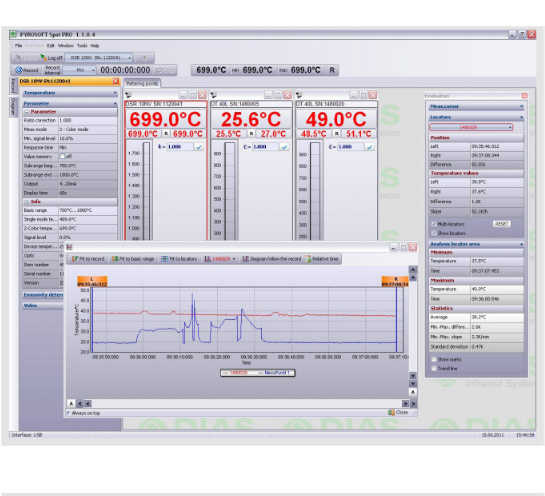
PYROSOFT Spot Pro for Pyrometers
-
- Parametrizing of measured data recording of DIAS pyrometers
- Visualization and storage of measured value of a random number of connected pyrometers
- Automatization of record with trigger function as well as recording in measurement intervals
- Statistical analyses of measured values
- Display and edit functions of video image when pyrometer with video module is connected
- Reporting and export function in text, Microsoft® Excel and Word format
Software for system solutions
PYROSOFT FDS
-
- Displaying of status information
- Displaying of the maximal temperature inside the image
- Definition of ROIs (region of interest)
- Overview images and state of single sectors
- Cyclic changeover for up to 4 cameras
- Current image of the camera setting off an alarm
- Free positioning of the pan-tilt head in manual operation mode
DLL interface
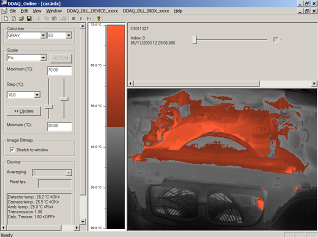
PYROSOFT DAQ
-
- API (DLL) for direct data access
- Support for DIAS IRDX file format
- Setting of data acquisition parameters and object properties
- Query of temperature values and camera information
- Functions for displaying of images and palettes as bitmap
- Online and offline function
Infrared detectors and arrays
-
Our pyroelectric infrared detectors and arrays based on lithium tantalate are designed for the use in non-contact temperature measurement and also in gas analysis, spectroscopy and security applications. The wide range of available sensor designs enables us to provide customised solutions for small and large quantities. By using modern ion beam etching technology very good noise to signal ratio values are achieved.
Your benefit- Very high specific detectivity D* or very low noise equivalent power NEP, respectively
- Large variablity in construction
- Customized solutions with convincing cost-performance ratio

Pyroelectrical single-element and multi-channel detectors PYROSENS
-
Our lithium tantalate pyroelectric single and multi-element infrared detectors are developed for use in gas analysis, spectroscopy, pyrometry and security applications.
Many types of infrared sensors manufactured in volume production are available. Beyond customized infrared sensors solutions are possible.

Pyroelectrical arrays PYROSENS
- The pyroelectric linear array comprises a lithium tantalate chip with 128, 256 or 510 elements. The signals produced by the elements are processed in a CMOS circuit. Signal processing is carried out by the analogue circuitry, which comprises a multiplexer, an output amplifier and an adapted low-noise preamplifier for each pixel. The pyroelectric chip and CMOS readout circuit are located on a thick film substrate, which is mounted inside a hermetic metal housing. The incident radiation passes through a window which is transparent to infrared wavelengths, and reaches the sensitive elements.
Blackbody calibration sources
-
For the calibration and checking of radiation thermometers and infrared cameras, DIAS Infrared produces blackbody calibration sources. The following overview contains selected calibration sources of the series PYROTHERM:
Models blackbody calibration sources PYROTHERM- Blackbody calibration source PYROTHERM CS 110:
Radiating area 50 mm diameter, temperature range -15 °C to 110 °C
- Blackbody calibration source PYROTHERM CS 400:
Radiating area 30 mm diameter, temperature range 50 °C to 400 °C
- Blackbody calibration source PYROTHERM CS 500:
Radiating area 60 mm diameter, temperature range 50 °C to 500 °C
- Blackbody calibration source PYROTHERM CS 1500:
Radiating area 35 mm diameter, temperature range 300 °C to 1500 °C
- Blackbody calibration source PYROTHERM CS 110:
Applications Infrared Camera

-
We realize complete customized system solutions based on our infrared cameras PYROVIEW, infrared line camera PYROLINE and pyrometers PYROSPOT.
Benefits:
- Cost and time savings through fast and non-contact temperature measurement
- No process interruption
- Process reliability possible by immediately correction
- Quality control by real-time process monitoring

Metal Industry: Casting stream
-
The DIAS system solution for foundries, consists of pyrometers, display and evaluation unit and software can compensate differences by using an algorithm, in measurement results caused by a fluctuating iron stream.
The advantages of the PYROCAST Pyrometer System made by DIAS- A reliable temperature measurement even at very low or fluctuating emissivity
- The special optics compensate the movement of the casting stream and need only a little filling of the measurement field
- To avoid dust effects the optics can be protected with an air purge unit and a sighting tube
- The precise aiming of the pyrometer to the measurement object is made with the integrated laser aiming light or a video image in real-time
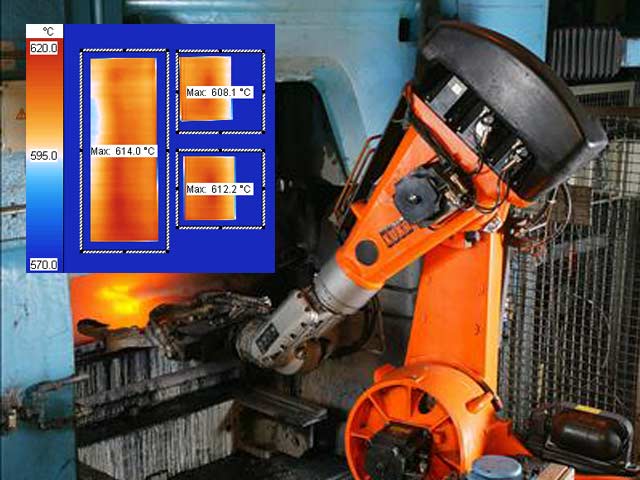
Metal Industry: Flat steel
-
Using DIAS infrared cameras PYROVIEW and thermography software PYROSOFT the temperature of the steel is measured during the production and the position, size and number of hot workpieces can be identified and evaluated.
The DIAS PYROVIEW thermal imaging cameras can be used not only fornon-contact measurement of temperatures in metallurgy. The fields of application of IR cameras are much more varied. So also position, size and number of hot objects can be determined and evaluated on thermal images. For example, using our PYROVIEW thermal imaging cameras in the context of quality assurance industrial robots can be controlled sofaulty parts are sorted out.

Metal Industry: Induction hardening
-
The partial and short heating of metallic workpieces during induction hardening places high demands on the test instruments. Our robust DIAS pyrometers are suitable excellent manner with very short setting times and very small spot to do so.
The induction hardening is a heat treatment for surface hardening, mainly used for complicated shaped workpieces or for partially hardening of specific parts of an item. One of the most important parameters at induction hardening is the correct temperature of the item to guarantee the required quality of the product. This temperature is approximately 900 °C depending on the material.
In the most cases the item will be quenched with water after having reached the correct hardening temperature. Pyrometers enable a fast and very accurate measurement and a complete documentation of the surface temperature of each single part. The output of the pyrometer is used for the controlling of this very fast heating process. Pyrometers with very short response times and small spotsizes are used for these applications so that the correct measurement of the item can be done even between the windings of the induction coil.
The robust stationary pyrometers PYROSPOT DS 40N, DS 42N, DS 44Nor DS 10N are used here. Depending on the process and the measuring task often fibre optic pyrometers are used. As the optic head and the fibre optic cable do not contain any electronics these parts can be mounted very close to the induction coil without any interference of the strong electromagnetic field.

Metal Industry: Industrial Forging
-
To monitor the development of the temperature of the forging blank, DIAS pyrometer for contactless temperature measurement during heating and pre-forming can be used.
Measurement of the forming temperature during forging of metals: steel, iron and alloys
The correct temperature in forging a decisive quality factor
When industrial forging metal components mainly for shipbuilding, automotive, aerospace, mechanical engineering and plant constructionare made, for example in so-called forging. Using the non-contact temperature measurement, the correct shaping temperature of steel, iron, and their alloys are checked when hot forging.Because the temperature of the workpiece before forging is one of the most important parameters and thus decisive for the quality in the production of many safety-related components. The temperature is depending on the material and process between 950 °C and 1250 °C. The forged blanks are preheated to gas-fired or induction heated furnaces and therefore can not be measured directly with conventional thermocouples. For gas stoves only the internal temperature of the furnace is measured, but not the workpiece itself. In inductively heated furnaces also thermocouple measurement does not apply.
Pyrometers replace conventional thermoelements for non-contact temperature measurementThat is the reason why it is essential to check the work pieces for thecorrect forging temperature directly at the exit of the furnace with pyrometers before it will be taken into the forging press. These pyrometers must have a very short response time, very small spot sizes, and a peak picker as the parts are always moving. Only the combination of these 3 properties enables a very exact measurement even if the work piece has scale on the surface.
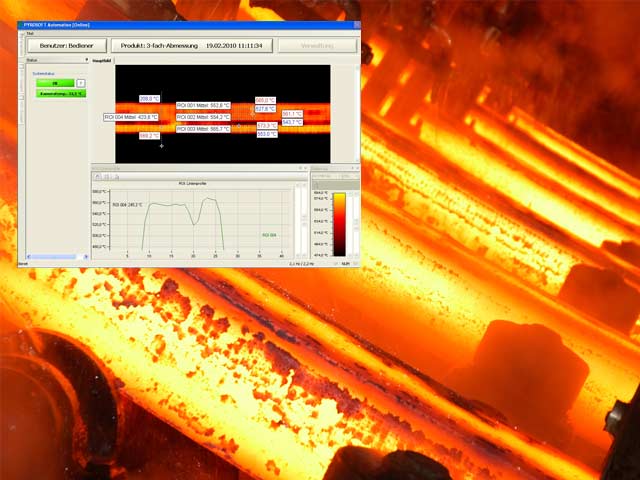
Metal Industry: Reinforcing Steel Steel mill
-
To avoid that reinforcing steel becomes brittle in the production, a temperature band in steel production must not be exceeded or undershot. The DIAS Infrared Line Camera PYROLINE provides the ability to measure the temperatures of the steel contactlessly and represent the result as a thermal image with temperature profile.
For the production of reinforced concrete reinforcing bars made of steel are used to make the concrete resistant of occurrent drag and compressive forces. Scrap metal is being melted for the production of reinforcing bars and is casted in continuous casting to steel billets.
The steel billets are then rolled and stretched . In this form they are continued processing in other industries. In order that the reinforcing steel has the appropriate strength and does not get brittle it is important that a certain temperature band is not fell below or gets exceeded.
Non-contact measurement of the temperature band with infrared line camerasAn infrared line camera PYROLINE 128M with a special spectral range from 3 µm to 5 µm is in a temperature range from 400 °C to 1200°C is used to detect this. The camera with a IP65 protected industry housingwas equipped with an additional air purge to keep the lense free of dustand dirt. A bridge over the band conveyor was chosen as a location for installation. So the access to the camera in a case of maintenance is guaranteed.
The data is sent via fibre optics to a computer in the control room to fulfill the hard electromagnetic requirements. The computer with thesoftware PYROSOFT Automation records continuously a thermographic picture of the passing steel billets. The picture is played on a screen in the control room and is available for the user immediately. In addition there is a data storage to make the pictures available for quality controlat a later date.
Because different sizes and amounts of collateral legs of reinforcing bars are produced, the software allows the switching of saved templates per touch-screen. In this way it is guaranteed that the right settings are used.
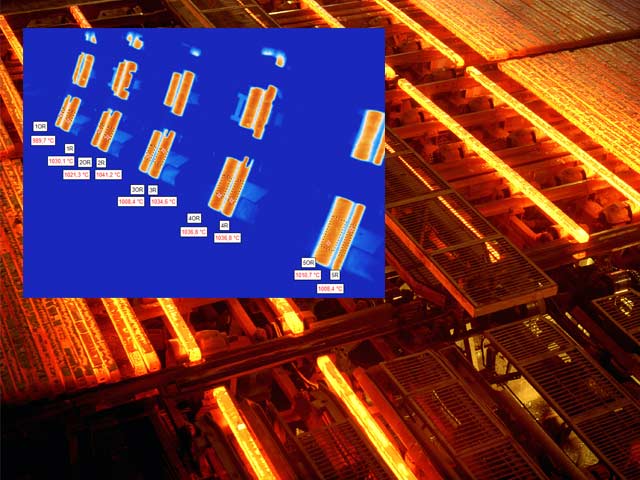
Metal Industry: Continuous casting
-
Too low or too high temperatures in the strand casting of steel can lead to significant quality problems and thus result in high costs. In order to monitor the homogeneity in the casting of steel, non-contact temperature measurement can be used in the production process for quality control.
High temperatures are mostly coupled to a high energy input. The quality of the final goods quite often depends on the temperature
control.The product quality as well as the energy demand can be deciding affected with the appropriate measurement devices. The measurement system amortizes very fast in many cases, so that a better quality is achieved with a less energy input.
Typical applications can be found for instance in the steel industry. A mostly rectangular strand profile is formed out of liquid steel with a mold. Afterwards, the strand profile has to be cooled down in several levels.

Glass industry: Float Glass
-
By means of the DIAS pyrometers PYROSPOT the temperatures within the float glass process can be measured on liquid glass as well as on solid glass (cooling down process). In this way the quality of the float glass can be monitored.
Versatile possible application of digital pyrometers in the float glass industryFloat glass is produced in the so called float glass process. It is the base for insulation glass, window glass, safety glass, mirror glass or automobile glass. During the process the glass melt is leaded continuously from the melting furnace on to a liquid tin bath where the glass spreads out. By means of DIAS pyrometers PYROSPOT thetemperatures in the float glass process can be measured on liquid glassas well as on solid glass and so the quality of the glass can be monitored.
The image on the right side shows the production process of the float glass production:
(1) Tank
(2) Canal
(3) Tin bath
(4) Lehr
(5) Glass cutting zone

Glass industry: Container Glass
-
The DIAS PYROSPOT pyrometers of series 3x with fiber optic cable are specifically designed for the non-contact temperature measurement on glass. In contrast to thermocouples they are a well-priced and long-term stable alternative.
Replacement of thermocouples by pyrometers in the production of container glassIndividual Section machines are used for the production of container glass. In different production processes in the feeder and the melting furnace glass drops are produced whose temperature has to be monitored in the line of process control and quality assurance. Digital pyrometers with fiber optic specifically for the non-contact temperature on glass can be used instead of the common thermocouples. Pyrometers have a lot of advantages regarding price and long-term stability.
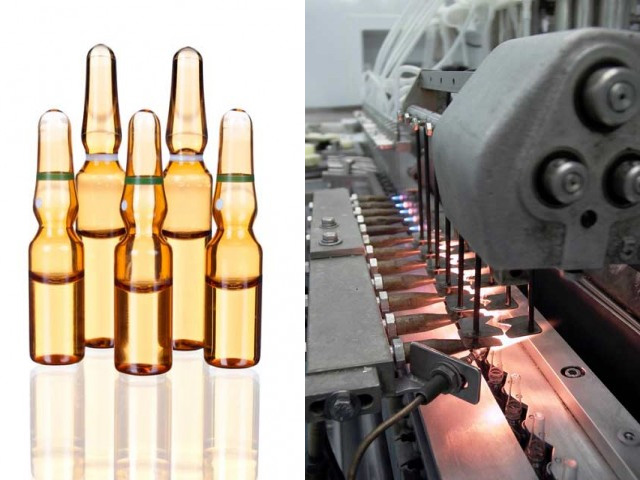
Glass industry: Glass ampoules
-
Glass ampules are heated by a burner to a particular temperature that is crucial for the further processing of the glass. DIAs has developed special pyrometers for the temperature measurement through the flame of the burner.
Glass ampoules in medical technology and cosmetic industries serve mainly as containers for the respective products. They are also used as thermal release element in fire detection systems in sprinkler systems and other temperature-controlled release mechanisms. In the manufacturing of these glass ampoules a finished glass raw body is heated and then reshaped to the respetive form.
Pyrometers measure through the flame on the surface of the glass ampouleThese usually full automated processes are proceeding in a horizontal rotating table with several gas burners. The ampoules are heated by the burner to a certain temperature that is crucial for the further processing.
An important part in the process control is to capture the temperatures exactly and quickly. Temperature measurement devices used for this purpose need to be quick, exact and especially unaffected when they are measuring the glass temperature through the gas burner. Theparticular DIAS pyrometer PYROSPOT DT 40F and DT 44F offer exactly these features. With measurement ranges between 300 °C and 2500 °C,mutable optical proportions and fast acquistion times from 10 ms, thepyrometers measure through the burner flame to the glass surface.
High-End pyrometer DIAS PYROSPOT for very fast production processes in the manufacturing of glass ampoulesFor extremely small ampoules or very fast production processes thehigh-end pyrometer PYROSPOT DPE 10 MF kann be used. This pyrometers measures in ranges between 50 °C and 2500 °C with a acquistion time of only 1.5 ms and can realize measuring fields smaller than 1 mm. The burner flame has no influence on the measurement.
Glass industry: Glass bending furnace Glass panes
-
Before glass panes can be bended the furnace has to have the correct temperature for the heating process. Elsewise quality problems can occur. The DIAS Infrared Line Camera PYROLINE can measure this temperature without contact precisely.
The infrared line camera PYROLINE camera made by DIAS can be used to monitor the glass temperature at the exit of a rotary furnace just prior to the bending press.
Even heating of the glass before the bending is important for the qualityThe rotary furnace has 10 arms each holding 2 sections of the mirror which will later be sandwiched together annealing. The objective of the measurement is to ensure that the glass on each of the 10 arms is uniformly heated as they exit the furnace just prior to bending in a press. Quality issues can occur if the glass blanks are non-uniformly heated prior to bending or if there are variations in glass temperature from arm to arm as they exit the furnace.
An air purge unit prevents dirt, the water cooling keeps the operation temperature of the IR camera stable at the glass bending furnaceThe glass rests on a flexible fabric mesh on a hoop at the end of each of the 10 rotating arms. At the exit of the furnace the glass is pressed into shape between 2 solid cloth surfaces, Boron Nitride powder is used as a lubricating agent during pressing. An air purge is used to keep the powder from settling on the lens. Water cooling is also employed to keep the camera at the proper operating temperature.
The PYROLINE camera is placed to view the glass as it exits the furnace, just prior to pressing. Below is an image of the furnace with one hoop exiting, moving into position to be pressed.
The PYROLINE camera is placed just out of view at the top of the image above. It is positioned to look down at the hoop and glass as it leaves the furnace. The line speed on the camera is set to 256 Hz, with the line oriented perpendicular to the direction of travel of the rotary arm.
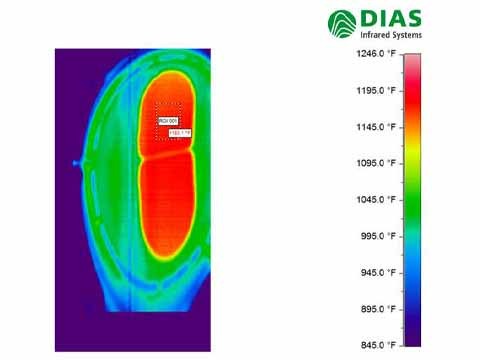
The thermal image from the infrared line camera PYROLINE with a ROI (Region Of Interest) is shown below. A sequence trigger was used to acquire up to 256 lines per data record. The trigger temperature setting of > 985 °F, starts the acquisition of lines. This level setting was chosen to trigger on the edge of the hoop as it entered the field of view.
Solar industry
-
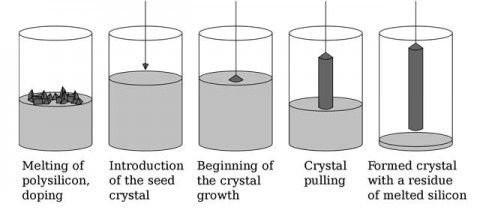
Use of pyrometers in crystal growing factories for the solar industry
For the production of wafers, for example for the solar industry, crystals are needed that are pulled out of a melt in so called crystal growing factories.
The crystal growth from a melt is activated by the slow cooling of the melt that crystalizes thereby. It is important to measure the temperature of the melt in this process, but also the temperature of the heating elements that control the process Both has to be cordinated to guarantee an optimal crystal growth.
DIAS pyrometers of series 10,40 or 44 are used for the measurement of the melting temperature. The suitable devices of series 40 and 44 are the types PYROSPOT DS 40N and DS 44N that are short-wave spectral pyrometers in the measurement range between 800 °C and 2500 °C. Depending on the type of system, ratio pyrometersof type PYROSPOT DSR 10N can be used as well. Besides the devices of the series 44 and 10 provide the advantage of a bus-compatible interface for the simplified integration in existing control systems.

Plastics production and processing
-
Monitoring of the process parameters in the production of linoleum (plastics)
In order to be able to produce robust linoleum floor coverings it is important that all process parameters are correct.
In the first step of production dryers and resins are admixed intolinoleum cement that gets heated and filling materials and several pigments are added for coloring. This mixture has to be heated up to aspecified temperature range. Because this mixture moves on a broad band coveyor with increased speed a contact temperature measurement is not possible.
In the course of a modernisation of the machine old canning pyrometers have been replaced by new, up-to-date infrared line cameras of the typePYROLINE of the German manufacturer DIAS Infrared GmbH. This camera enables a fast, non-contact and high-precision temperature measurement in the necessary temperature range of 100 °C to 200 °C.
Average peaks of 4 zones, that are made out of the measured temperatures, are passed to the process control system so thetemperature control can be made. In this way the camera is an integral part of a closed loop system which is very important for the product quality.
After the temperature measurement raw materials are milled into plates and get coated with hot wax in order to make them robust against mechanical influence.
In the next step the coated plates are cooled with spray. Directly after the cooling an additional camera can be used for detecting the temperature and the temperature distributions on the product. In addition the plates are cutted or blanked into the size demanded by the end customer.
Traffic control
-
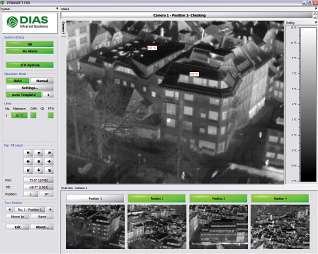
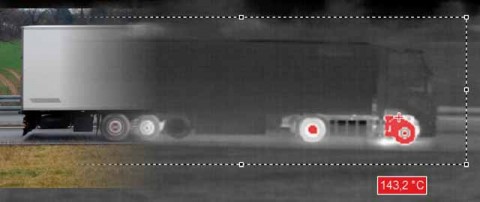
PYROLINE FireCheck – The early fire detection system for the traffic supervision
Very high damage of persons and objects can be caused by burning vehicles in regions of high security requirements like road tunnels..
Fires of vehicles are often caused by overheated parts (like tires) that can be detected by the PYROLINE FireCheck system before they catch fire. Vehicles with a risk of fire or already burning vehicles can be stopped early enough by such a system to prevent an entering of regions with high security requirements.
Two fast uncooled infrared line cameras PYROLINE per traffic line are scanning the running traffic to measure the temperature distribution of the vehicles.
The image processing software determines dangerous overheating of tires and cargo load, triggers alert if thresholds are exceeded and identifies the vehicle by a video image.
Traffic supervision and information systems can stop affected vehicles in good time for a manual inspection.
Monitoring of combustion chambers
- The challange:Because of energy aspects the thermical processes in combustion chambers must be monitored and optiminzed continuously. E.g. bake-ons in boilers are to be detected, because they must be avoided. In this case non-contact temperature measurement must work at a low wave length value at about 3,9 μm, because the combustion chamber’s athmosphere has a good transparency.

Fire detection
-
The challange: Reliable systems for surveillance and recognition of spontaneous fires inside bunkers or free air dumps of waste or combustible materials like paper, waste or charcoal are neccessary to detect and reduce undesirable fires. Since dumped materials are mostly inflammable the probability of spontaneous combustions is high with disastrous effects for man and environment.
Applications:Many insurance policies recommend the usage of a fire early warning system where easily flammable material is stored. Environments that are prone to fires can also be monitored and protected by our fire surveillance system. These are for example:
- Waste bunkers
- Paper factories
- Recycling storage
- Forests
- Wood buildings