
- Offer Profile
-
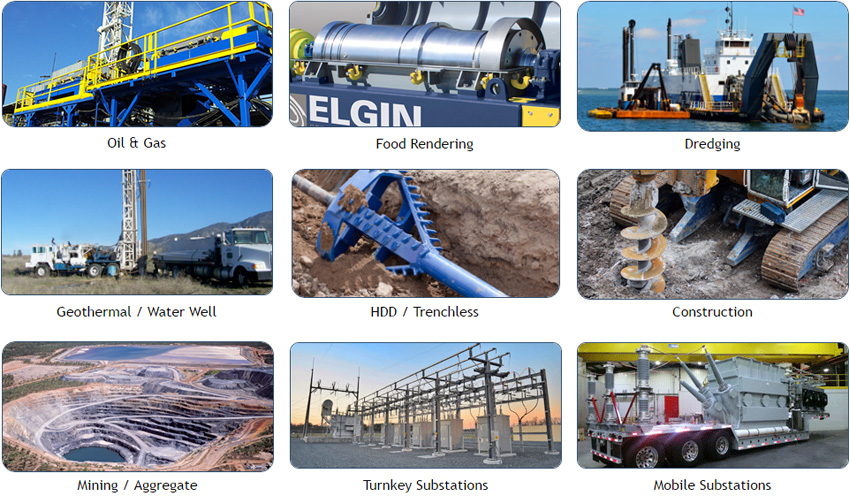
Founded in 1864 in Elgin, Illinois, Elgin has evolved into a worldwide leader in design, manufacture and service of specialized processing equipment in the Oil & Gas, Mining, Coal, Aggregates, Minerals, Water, and Pipeline Construction Industries. With vertically integrated manufacturing and design capabilities, Elgin brings to its customers a unique experience that focuses on holistic solutions. Instead of limiting our capabilities to an individual piece of equipment, Elgin specializes in the full integration of solid/liquid separation, fluid conditioning, polymer dewatering & oil recovery, and waste management equipment. In addition, we offer water solution systems, mining & aggregate separation equipment, solids conveyance systems, sophisticated PLC-driven automation systems, and product life-cycle management repair and remanufacturing services. Elgin is driven to turn the basic capital equipment procurement process into a relationship that extends through the entire life of the products and systems supplied.
SEPARATION SOLUTIONS
-
Solid / Liquid Separation OEM Specializing in Dewatering,
Waste Management and Solids ControlDredging, Food Rendering, Industrial Wastewater, Underground Construction, Oil & Gas



Decanter Centrifuges
- Whether you are working toward maximizing product recovery or looking to get the most out of your “zero-discharge” closed-loop system, Elgin’s field proven solid / liquid separation and dewatering centrifuges are a perfect choice. With over 550 centrifuges installed worldwide, Elgin’s Decanter Centrifuges are a field proven solution.
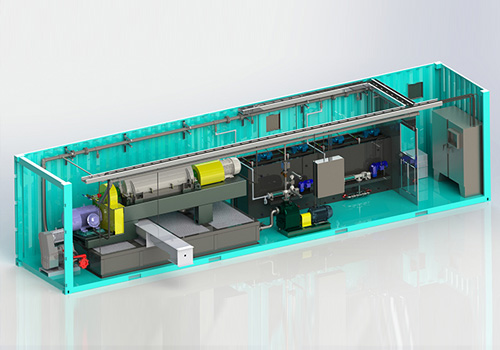


Containerized Dewatering and Waste Oil Treatment System
-
Containerized Polymer & Centrifuge Systems
As the drilling industry is regulated by a myriad of environmental regulations that continue to become increasingly more stringent, having the right solids control and dewatering equipment has become vital to successful drilling operations. Dewatering presents a great deal of benefits and advantages. One such benefit includes discharge compliance, in which many cases result in a “zero-discharge” or “closed-loop system.” In addition, the importance of treating waste oil from the drilling fluid is vital to maximizing profits. With the correct combination of chemicals added to the oil slop and oil sludge waste can result in the effective removal of solids while recovering high quality oil and water.
Dewatering also maximizes drilling fluid recovery, ultimately lowering overall mud costs as well as disposal and transportation expenses. Furthermore, with these systems, mud properties improve and as mud properties improve, so too does the rate of penetration. With a “zero-discharge” or “closed-loop system” rigs can operate without mud pits, therefore reducing the location footprint and environmental impact.


Dredge Dewatering Systems - Dredge Reclaimers
-
Dredging is the process of removing organic and/or inorganic sediment from the bottom of shallow water bodies in order to economically dispose of those sediments and/or have them repurposed for land farming or construction purposes.
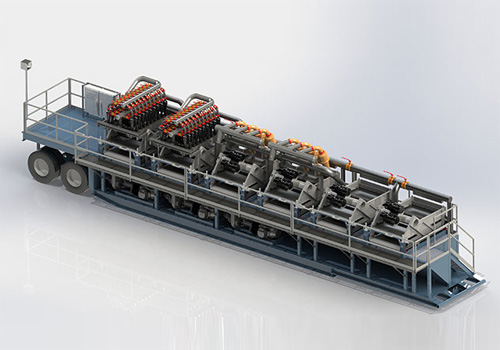
Elgin Separation Solutions manufactures effective solid recycling systems capable of handling high flow capacity. Elgin's linear motion shakers have the largest screening surface area on the market. In addition, we have complete desilter and desander hydrocyclone manifolds incorporated into packaged trailer mounted systems making for an ideal mobile recycling solution.


Hydrocyclones - Desander and Desilter
- Elgin’s polyurethane molded desilter and desander hydrocyclones are available in a number of configurations, ranging from 60 gpm systems to 2,000 gpm systems and capable of achieving a solids cut point of 25 microns. Each hydrocyclone is made of high durameter, durable polyurethane and can be fitted with independent valve isolation, discharge deflection devices, and pressure monitoring systems. For abrasive solids, Elgin can also fit our polyurethane hydrocyclones with ceramic liners to maximize equipment life.

Jet Shear Systems - Mud Mixing System
-
Using our unique history as a provider of performance chemicals, Elgin has developed a line of drilling fluid jet shear systems. Jet shear systems are designed to use hydraulic shear to efficiently mix solids with liquids. Elgin’s jet shear systems ensure efficient mixing of soluble polymers and bentonite used in water-based drilling fluids, therefore, eliminating “fish eyes.” Drilling fluid yield and gel strength properties are instantly obtained with hydraulic shearing of bentonite or organophilic clays.
Elgin provides several corrosion-resistant valve, hopper, and plumbing options. All units are fitted with pressure gauges and high-pressure ball valves for chemical injection. The hopper incorporates a bentonite loading bench and butterfly valve to enhance ergonomic addition of dry product.
The addition of liquid additives is made easy with the incorporation of an injection port into the jet pump. This port is capable of handling liquid additives, such as: lubricants, polyacrylamides, and oil-wetting emulsifiers. By incorporating an in-line static mixer, the operator is given the choice of imparting low shear into the drilling mud. By simply adjusting the valve arrangement, operators can chose to either bypass all shear, or impart low or high shear. The fluid flow goes directly through the high-shear line, the fluid flow is directed through a dual-head high-shear mixer that splits the fluid flow and then forces the two fluid streams to shear against themselves when reintroduced. When the appropriate level of mixing is imparted into the drilling mud, polymers are efficiently used, therefore lowering additive costs.
Though each Elgin system is fully capable of ensuring homogenous drilling mud, the greatest value is Elgin’s in-house engineering team with the ability to meet each customer’s needs through system customization. As needed to meet specific customer needs, custom hoppers, chemical injection systems, and operator control systems can be provided. All systems are designed to be fully compliant with ISO 9001 and European CE Machinery Directive standards.

Mud Cleaner - Drilling Fluid Cleaning System
-
With the combination of a desander and desilter mounted over a powerful multi-functional shale shaker, Elgin’s line of mud cleaners offer both high performance and versatility for the operator. This integration of advanced equipment puts forth a unit that can handle large volumes of circulating fluids and is able to retain fluid integrity. Features such as our wedge-lock fastening system, mud bypass gate, and explosion proof enclosures all allow for ease of use. Our pride is truly expressed in our work through our craftsmanship, research, design, and the overall practicality of our equipment.
With our in-house engineering and design capabilities, Elgin can integrate any number of hydrocyclone arrangements with any of our shakers. In all cases, Elgin’s hydrocyclones come with polyurethane bodies, where erosion resistant inserts are available. Standard hydrocyclone cone sizes available include 4”, 5”, 10”, and 12” and can be provided in arrangements of one to 20 cones. To ensure optimum separation capability, the pressure differential through the hydrocyclone manifold can be controlled by the installation of isolation valves on each cone. To add an additional layer of screen protection, hydrocyclone manifold discharges can be collected in underflow collection troughs or each cone can be fitted with a flow-deflection, “screen saver.” In Elgin’s patented multi-functional mud cleaners, the collection troughs can then be directed to the top deck or bottom deck depending on the application and desired level of solid-liquid separation.


Packaged Fluid Management Systems
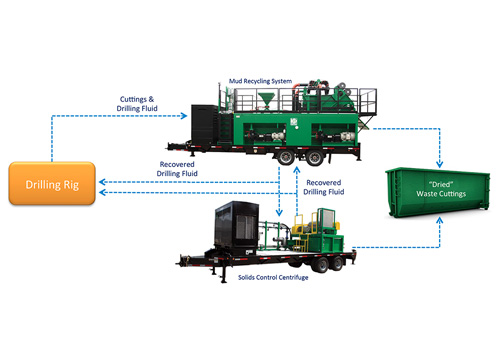
- The HDD, trenchless and underground construction industry has realized the benefits and economics of recycling drilling fluid and slurry. With increased transportation costs and more stringent environmental enforcements and overall cost containment, the need for recycling is evident in all countries and across the range of trenchless applications. From maxi and mini HDD rigs to microtunneling and pipe jacking, packaged mud recycling units and mud reclaimers are an invaluable asset. The below diagram represents a closed loop zero discharge work site.
Centrifugal Pumps
-
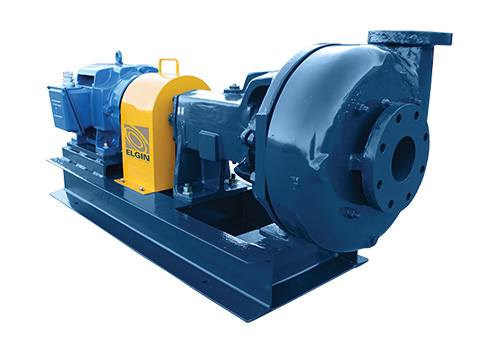
Price, power consumption, efficiency, and ease of use are main concerns that customers have when purchasing pumps. Elgin recognizes this and maintains a complete line of Series 118 & 250 high performance centrifugal pumps.
Based on the industry’s most field-proven centrifugal pump, these pumps have been designed with durability and value in mind and are ideal for handling a host of different fluids and industrial applications, most notably abrasive muds. Featuring SKF (or equal) bearings, tungsten mechanical seals, and a wide semi-open impeller design allowing for increased bearing life thru lower axiel thrust.
Elgin knows that an important part of any solids control system includes the use of a high performance centrifugal pump which may have a variety of uses. Elgin’s line of pumps have been engineered for ease of operations, efficiency, and durability. The centrifugal pump is designed to give longer service life through wear pad replacement casing, grease bearing lubrication, labyrinth bearing cap seals, stainless shaft sleeve, and casing nuts. Skid mounted design paired with a premium, Class 1 - Division 1 explosion proof motor, coupling and coupling guard complete the pump package.
Available upgrade options include: optional trims, oil lubrication, shaft sleeves in ceramic coating and 1704 PH hardened, Reverse Rotation Prevention system (RRP), silicon carbide mechanical seal, extra hard iron fluid ends, and lip seals. Starter panels are available upon request.
Progressive Cavity Feed Pumps
-
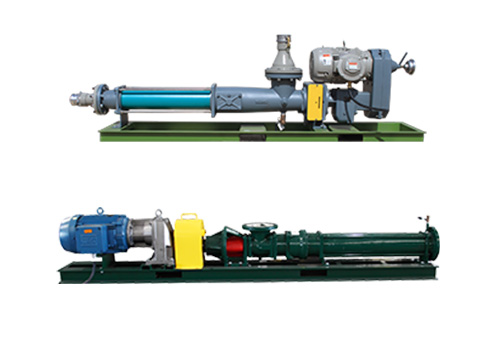
To ensure a well-balanced feed with consistent feed pressure, Elgin can supply a variety of custom-configured progressive-cavity feed pumps (“PC pumps”). PC pumps can extend the life of a centrifuge and reduce overall operations and maintenance costs when properly operated.
Elgin PC Pump packages can be supplied in a variety of skid configurations (i.e. wide field skid and narrow plant skid) and a variety of motor installation configurations (i.e. in-line, offset, and “piggy-back”).
Elgin’s PC pumps are mated with a Nord™ gearbox and premium, continuous duty, energy-efficient, explosion-proof motor (non-explosion proof motors are for applications requiring UL or CSA certification for hazardous locations.
Each PC Pump is constructed of high quality materials appropriate for industrial applications. Alternative materials of construction are available for conditions in which high levels of abrasive materials or where significant swings in pH may be encountered. The below table highlights the standard materials of construction supplied with Elgin’s centrifuge PC feed pumps.
Self-Priming, Solids Handling Centrifugal Pumps
-
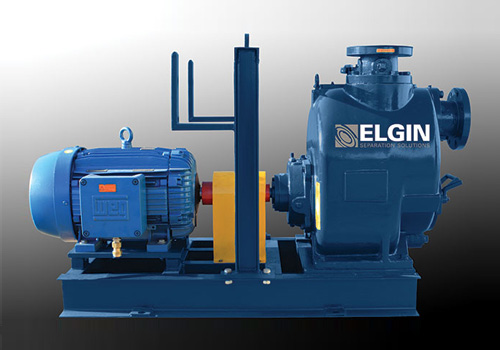
With over 25 years of experience in designing and manufacturing reliable solids control equipment for the oil & gas industry, Elgin recognizes the need for reliable and efficient self-priming pumps. Elgin’s line of self-priming, solids-handling pumps have been designed to reliably handle a myriad of solids-laden fluids with minimal maintenance.
Based on one of the industry’s most field-proven pump configurations, Elgin’s line of self-priming solids-handling pumps offer a trouble-free, non-clogging design. The large volute automatically reprimes in a fully open system, without the need for complicated suction or discharge plumbing.
As a self-priming pump, the pump can be installed at heights above the solids-laden fluid being pumped. Service can be performed in-situ, without the use of special tools or disconnecting the suction or discharge plumbing. The dual-vane impeller, seal, wear plate, and flap valve can be easily accessed via the removable cover plate.

Submersible Feed Pump - Trash Pump
-
With over 25 years of experience in designing and manufacturing reliable solids control equipment for the oil & gas industry, Elgin recognizes the need for reliable and efficient submersible feed pumps. Elgin’s line of solids-handling pumps have been designed to reliably handle a myriad of solids-laden fluids with minimal maintenance. Elgin offers a 200, 400, 600, 800, 1500 gpm model.
Based on one of the industry’s most field-proven pump configurations, Elgin’s line of submersible solids-handling pumps offer a trouble-free, non-clogging design with top discharge port for heavy-duty applications. Featuring a cast iron structure with steel strainer, high chrome alloy impeller and agitator, easy access oil maintenance port and power cable safety chain coupling. Safety features include ‘Circle Thermal Protector’ and ‘Motor Coil Protection’ that shut the pump down in event of motor overheating.

Hyper-G Shaker - Dual Motion, Variable Speed Shaker
-
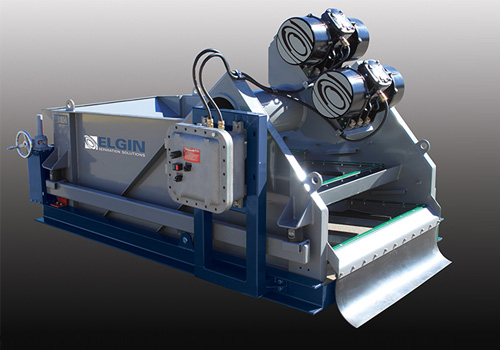
Elgin Separation Solutions offers a complete line of vibratory shakers for the oil & gas, food rendering, industrial wastewater, petrochemical and trenchless industries. Single-deck, 3-panel up to dual-deck, 6-panel designs are available for complete solid / liquid separation operations, even in the harshest of environments. Whether used as flow-line, scalping or drying unit, Elgin's shakers are rugged, reliable and require low maintenance.
Power and Performance
Elgin’s Hyper-G™ Shale Shaker provides power, performance and a new standard in practical design. Capable of producing up to 7 G’s of force and coupled with a variable frequency drive, the Hyper-G™ provides power when you need it. By adding a single point jacking system and an improved screen fastening system, you now have a shaker that is as easy to operate, as it is powerful.
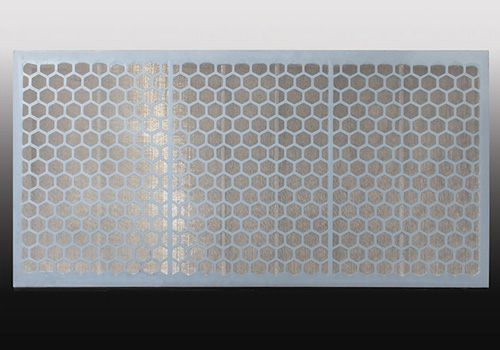
Shale Shaker Screens
-
Removing solids from drilling fluid is fundamental to drilling performance. Solids control has a wide range of benefits, including but not limited to: increased drilling penetration, reduction in mud costs, reduction in disposal costs, and increased bit life. By and large, increased solids removal equates to lower drilling costs for the operator.
Shale shakers are the first line of defense for a properly designed solids control system. Shakers have been used on drilling rigs since the 1940’s and are a significant part of the drilling process. Shale shakers work by removing solids from drilling fluid as the mud passes over the surface of a vibrating screen. The liquid portion of the mud and solids pass through the screen while larger solids fall off the back end and are thus discarded. Drilling fluids are a key aspect of the drilling process and often lubricate & cool the drill bit and take drilled cuttings from the borehole. Shakers still remain the backbone of any solids control system. As time has progressed, so have these technologies; more advanced and efficient designs have been cultivated including screen technology.


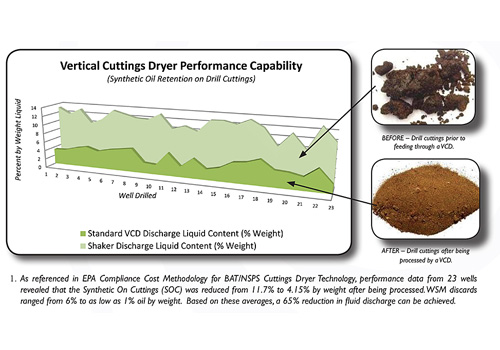
Vertical Cuttings Dryers - Oilfield Cuttings Dryers
-
As our industry evolves, we are faced with increasing responsibility to protect the environment in which we operate.
Concurrently, government agencies continue to increase pressure toward achieving these goals by placing stringent effluent limitations on the discharge of contaminated drill cuttings to the environment. Elgin has become the leading manufacturer of rugged and easy to use CSI™ Vertical Cuttings Dryers (“VCD”) to support the goals of both the industry and regulators.
CSI™ is the industry’s most recognized & reputable Vertical Cuttings Dryer Centrifuge available in the market. No other brand has achieved more success or recovered more drilling fluid, than the CSI™ dryer. There have been almost 800 CSI™ dryers delivered to the market. Every major solid / liquid separation & waste management service provider in the market operate CSI™ dryers (Including, but not limited to Baker Hughes™, Halliburton™, M-I Swaco™, Weatherford™, Ava / New Park™ and NOV™).
Achieving Results
Typical flow-line shaker cuttings maintain a liquid content on average between 15% to 20%. When properly managed, the CSI™ series dryers can lower the liquid content below 4%, in some cases down to 1%. This can be done while managing up to 80 tons (54,000 kilograms) per hour of drill cuttings, depending on size of the VCD.

Vacuum Degasser - Mud Gas Seperator
-
The vacuum degasser, also known as a mud/gas separator is one of the first units of solids control equipment arranged to treat drilling mud. As such, they process all of the drilling mud from the flow line before the mud reaches the primary shale shakers. The units have no moving parts and rely on the density difference between the gas and the mud for removal. The process is simple, yet very effective for well drilling fluids processing system.
The vacuum degasser is used to remove the small entrained gas bubbles left in the mud by the mud/gas separator. These units are positioned downstream from mud/gas separators, gumbo removal equipments (if utilized), shale shakers, and mud conditioners (if utilized) while hydrocyclone desanders and decanting centrifuges follow in the arrangement.